SCIENTIFIC AMERICAN SUPPLEMENT NO. 392
NEW YORK, JULY 7, 1883
Scientific American Supplement. Vol. XVI, No. 392.
Scientific American established 1845
Scientific American Supplement, $5 a year.
Scientific American and Supplement, $7 a year.
IMPROVED DYNAMO MACHINE.
The continuous current and the alternating current generators
invented by Dr. J. Hopkinson and Dr. Alexander Muirhead are
peculiarly interesting as being probably the first in which the
bobbins of the armature were wound with copper ribbon and arranged
on a disk armature much in the same way as was afterward done by
Sir William Thomson and by Mr. Ferranti. In the Muirhead-Hopkinson
machine the armature coils are attached to a soft iron ring,
whereas in the Ferranti the iron core is dispensed with, and a gain
of lightness in the armature or rotating part effected; this
advantage is of considerable importance, though Messrs. Hopkinson
and Muirhead can of course reduce the weight of this iron core to
insignificant proportions.
[Illustration: HOPKINSON & MUIRHEAD’S DYNAMO-ELECTRIC
GENERATOR.]
The general form of this generator is clearly shown by the side
and end elevation.
The armature is made by taking a pulley and encircling it with a
rim of sheet-iron bands, each insulated from the other by asbestos
paper. On one or both sides of the rim thus formed, radial slots
are cut to admit radial coils of insulated copper wire or ribbon,
so that they lie in planes parallel to the plane of the pulley. In
the continuous current machine coils are placed on both sides of
the iron rim and arranged alternately, that on the one side always
covering the gap between two on the other side. In this way, when a
coil on one side of the rim is at its “dead point” and yields its
minimum of current, the corresponding coil on the other side is
giving out its maximum.
The field magnets are made in a similar manner to the armature
and run in circles parallel to the rim of the latter. The cores may
be built up of wrought iron as the rim of the armature is; but it
is found cheaper to make them of solid wrought or cast iron. To
stop the local induced currents in the core, however, Messrs.
Muirhead and Hopkinson cut grooves in the faces of the iron cores,
and fill them up with sheet-iron strips insulated from each other,
similar to the sheet-iron rim of the armature.
The coils, both in the armature and electro-magnets, are packed
as closely as they may to each other, and have thus a compressed or
quadrilateral shape. The arrangement is shown in Figs. 1 and 2,
which represent, in side view and plan, the armature pulley with
the soft iron rim and coils attached. There a is the pulley which
is keyed to the shaft of the machine, and is encircled with bands
of sheet iron, b, insulated from each other by ribbons of asbestos
paper laid between every two bands. When the rim has been built up
in this way, radial holes are drilled through it from the outer
edge inward, and the whole rim is bound together by bolts, d,
inserted in the holes and secured by cottars, e. Radial slots are
then cut on each side of the rim all round, and the coils of wire
mounted on them.
Figs. 3 and 4 show the armature of the continuous current
dynamo, with the coils on one side of the rim, half way between the
coils on the other side, so as to give a more continuous current.
In the alternating current machine the slots on the opposite faces
are face to face.
Figs. 5 and 9 illustrate the complete continuous current
machine, Fig. 9 showing the internal arrangement of the field
magnets, and Fig. 5 the external frame of cast iron supporting
them. In these figures a is the armature already described, b b are
the cores of the electro-magnets with a strong cast iron backing, c
c; d d are the exciting coils or field magnets, so connected that
the poles presented to the armature are alternately north and
south, thus bringing a south pole on one side of the armature
opposite a north pole on the other side.
The commutator, e, is arranged to prevent sparking when the
brushes leave a contact piece. This is done by splitting up the
brushes into several parts and inserting resistances between the
part which leaves the contact piece last and the rest of the
circuit. This resistance checks the current ere the final rupture
of contact takes place.
Figs. 6 and 7 will explain the structure of the commutator. Here
a a a are the segments or contact pieces insulated from each other,
and b’ b b are the collecting brushes carried on a spindle, c c’.
One of these brushes, b’, is connected to the spindle, c, through
an electrical resistance of plumbago, arranged as shown in Fig. 7,
where d e are metal cylinders, d being in contact with the brush,
b’, while e is in contact with the spindle, c. The space, f,
between these two cylinders, d e, is filled with a mixture of
plumbago and lampblack of suitable resistance, confined at the ends
by ivory disks. The brush, b’, is adjusted by bending till it
remains in contact with any segment of the commutator for a short
time after the other brushes have left contact with that segment,
and thus instead of sudden break of circuit and consequent
sparking, a resistance is introduced, and contact is not broken
until the current has been considerably reduced.
The contact segments are supported at both ends by solid
insulating disks; but they are insulated from each other by the air
spaces between them, where the brushes rub upon them.
The alternating current dynamo of Drs. Hopkinson and Muirhead
differs little in general construction from that we have described;
except that the commutator is very much simplified, and the
armature bobbins are placed opposite each other on both sides of
the rim. Instead of forming the coils into complete bobbins, Dr.
Muirhead prefers to wind them in a zigzag form round the grooved
iron rim after the manner shown in Fig. 8, which represents a plan
and section of the alternating current armature. This arrangement
is simpler in construction than the bobbin winding, and is less
liable to generate self-induction current in the armature. Sir
William Thomson has adopted a similar plan in one of his dynamos.
In Fig. 8, a is the pulley fixed to the spindle of the machine, b b
is the iron rim, and c c are the zigzag coils of copper ribbon. The
field magnets are also wound in a similar manner.
It will be seen from our description that Drs. Hopkinson and
Muirhead have scarcely had sufficient credit given them for this
interesting machine, which so closely approximates to the Ferranti.
One of their alternating dynamos has been built, and was shown at
the Aquarium Exhibition. It works well, and is capable of
supporting 300 Swan lights, while in size and appearance it
resembles the Ferranti machine in a very striking manner. Drs.
Muirhead and Hopkinson have also designed a magneto-electric
alternating current machine; but as it closely resembles the
machines described, with the exception that permanent magnets are
employed as field magnets, we need not dwell upon it
further.–Engineering.
AN IMPROVED MANGANESE BATTERY.
By GEORGE LEUCHS.
The Leclanche battery is distinguished for its simplicity, its
small internal resistance (0.7 to 1.0 Siemens unit), and that all
chemical action ceases when the current is broken, that it is not
sensitive to external influence, and by the self-renewal of the
negative electrodes. But on the opposite side the action is not
very great (= 1.20 or 1.48 D.), and the zinc as well as the sal
ammoniac are converted into products that cannot be utilized.
I replace the solution of sal ammoniac by one of caustic potash
or soda (12 to 15 per cent.), and the thin zinc rods by zincs with
larger surfaces. In this manner, I obtain a powerful and odorless
battery, having all the valuable qualities of the Leclanche, and
one that permits of a renewal of the potash solution as well as of
the negative electrode.
The electromotive power of this element may be as high as 1.8 D.
The same pyrolusite (binoxide of manganese) cylinder used with the
same thin rod of zinc will precipitate 75 per cent. more copper
from solution in an hour when caustic potash is used than when sal
ammoniac is employed. But by replacing the thin zinc rod by a zinc
cylinder of large surface, 2½ times as much copper is
precipitated in the same time.
The more powerful action of such a pair is explained by the
stronger excitation and more rapid regeneration that the negative
electrodes undergo from the oxidizing action of the air in the
potash solution, as well as by the fact that this solution is a
better conductor than the sal ammoniac solution. The potash
solution does not crystallize easily, hence the negative electrode
remains free from crystals and does not require filling up with
water. Zinc dissolves only while in contact with negative bodies,
hence there is no unnecessary consumption of zinc either in the
open or closed circuit.
When the potash lye has become useless, I regenerate it by
removing the zinc in the following manner: I pour the solution from
the cells, put it in a suitable vessel, where I add water to
replace that already evaporated, and then shake it up well at the
ordinary temperature with hydrated oxide of zinc (zincic hydrate).
Under this treatment the greater portion of the zinc that had been
chemically dissolved by the potash is precipitated in the form of
zinc hydrate, along with some carbonate. The liquid is now allowed
to settle, and the clear supernatant solution is poured back again
into the battery cells. The battery has rather greater
electromotive force when this regenerated lye is used, because
certain foreign matters from the carbon, like sulphur, chlorine,
sulphuric acid, etc., are removed by this treatment.
The regeneration of the (brown coal) carbon goes on of itself,
beneath the lye, through the oxidizing action of the atmospheric
air; it is advantageous to have a part of the carbon sticking out
of the liquid. Of course the regeneration takes place much more
quickly if the electrodes are taken out and exposed to the air. In
this case the carbon electrode need not be very thick, and can be
flat or of tubular form. In the former case it must have a large
volume, and the massive cylindrical form is recommended. The zinc
electrode must be kept covered deeply with potash. The cells must
have free access of air, and the potash must be replaced as soon as
it is exhausted.–Chem. Zeit.
[Concluded from SUPPLEMENT No. 390, page 6217.]
THE CAUSE OF EVIDENT MAGNETISM IN IRON, STEEL, AND OTHER
MAGNETIC METALS.
[Footnote: Paper lately read before the Society of Telegraph
Engineers and Electricians.]
By Professor D. E. HUGHES, F.R.S., Vice-President.
NEUTRALITY.
The apparatus needed for researches upon evident external
polarity requires no very great skill or thought, but simply an
apparatus to measure correctly the force of the evident repulsion
or attraction; in the case of neutrality, however, the external
polarity disappears, and we consequently require special apparatus,
together with the utmost care and reflection in its use.
From numerous researches previously made by means of the
induction balance, the results of which I have already published, I
felt convinced that in investigating the cause of magnetism and
neutrality I should have in it the aid of the most powerful
instrument of research ever brought to bear upon the molecular
construction of iron, as indeed of all metals. It neglects all
forces which do not produce a change in the molecular structure,
and enables us to penetrate at once to the interior of a magnet or
piece of iron, observing only its peculiar structure and the change
which takes place during magnetization or apparent neutrality.
The induction balance is affected by three distinct arrangements
of molecular structure in iron and steel, by means of which we have
apparent external neutrality.
Fig 1 shows several polar directions of the molecules as
indicated by the arrows. Poisson assumed as a necessity of his
theory, that a molecule is spherical; but Dr. Joule’s experimental
proof of the elongation of iron by one seven-hundred
and-twenty-thousandth of its length when magnetized, proves at
least that its form is not spherical; and, as I am unable at
present to demonstrate my own views as to its exact form, I have
simply indicated its polar direction by arrows–the dotted oval
lines merely indicating its limits of free elastic rotation.
In Fig. 1, at A, we have neutrality by the mutual attraction of
each pair of molecules, being the shortest path in which they could
satisfy their mutual attractions. At B we have the case of
superposed magnetism of equal external value, rendering the wire or
rod apparently neutral, although a lower series of molecules are
rotated in the opposite direction to the upper series, giving to
the rod opposite and equal polarities. At C we have the molecules
arranged in a circular chain around the axis of a wire or rod
through which an electric current has passed. At D we have the
evident polarity induced by the earth’s directive influence when a
soft iron rod is held in the magnetic meridian. At E we have a
longitudinal neutrality produced in the same rod when placed
magnetic west, the polarity in the latter case being
transversal.
In all these cases we have a perfectly symmetrical arrangement,
and I have not yet found a single case in well-annealed soft iron
in which I could detect a heterogeneous arrangement, as supposed by
Ampere, De la Rive, Weber, Wiedermann, and Maxwell.
We can only study neutrality with perfectly soft Swedish iron.
Hard iron and steel retain previous magnetizations, and an apparent
external neutrality would in most cases be the superposition of one
magnetism upon another of equal external force in the opposite
direction, as shown at B, Fig. 1. Perfectly soft iron we can easily
free, by vibrations, from the slightest trace of previous
magnetism, and study the neutrality produced under varying
conditions.
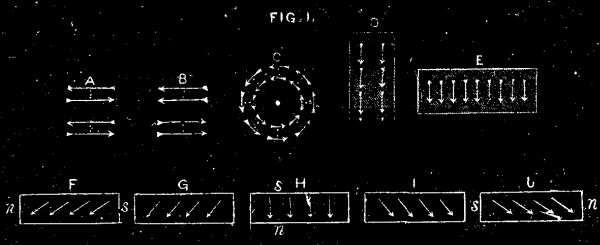
FIG. 1.
If we take a flat bar of soft iron, of 30 or more centimeters in
length, and hold it vertically (giving while thus held a few
torsions, vibrations, or, better still, a few slight blows with a
wooden mallet, in order to allow its molecules to rotate with
perfect freedom), we find its lower end to be of strong north
polarity, and its upper end south. On reversing the rod and
repeating the vibrations, we find that its lower end has precisely
a similar north polarity. Thus the iron is homogeneous, and its
polarity symmetrical. If we now magnetize this rod to produce a
strong south pole at its lower portion, we can gradually reverse
this polarity, by the influence of earth’s magnetism, by slightly
tapping the upper extremity with a small wooden mallet. If we
observe this rod by means of a direction needle at all parts, and
successively during its gradual passage from one polarity to the
other, there will be no sudden break into a haphazard arrangement,
but a gradual and perfectly symmetrical rotation from one direction
to that of the opposite polarity.
If this rod is placed east and west, having first, say, a north
polarity to the right, we can gradually discharge or rotate the
molecules to zero, and as gradually reverse the polarity by simply
inclining the rod so as to be slightly influenced by earth’s
magnetism; and at no portion of this passage from one polarity to
neutrality, and to that of the opposite name, will there be found a
break of continuity of rotation or haphazard arrangement. If we
rotate this rod slowly, horizontally or vertically, taking
observations at each few degrees of rotation of an entire
revolution, we find still the same gradual symmetrical change of
polarity, and that its symmetry is as complete at neutrality as in
evident polarity.
In all these cases there is no complete neutrality, the
longitudinal polarity simply becoming transversal when the rod is
east and west. F, G, H, I, J, Fig. 1, show this gradual change, H
being neutral longitudinally, but polarized transversely. If, in
place of the rod, we take a small square soft iron plate and allow
its molecules freedom under the sole influence of the earth’s
magnetism, then we invariably find the polarity in the direction of
the magnetic dip, no matter in what position it be held, and a
sphere of soft iron could only be polarized in a similar direction
Thus we can never obtain complete external neutrality while the
molecules have freedom and do not form an internal closed circle of
mutual attractions; and whatever theory we may adopt as to the
cause of polarity in the molecule, such as Coulomb’s, Poisson’s,
Ampere’s, or Weber’s, there can exist no haphazard arrangement in
perfectly soft iron, as long as it is free from all external causes
except the influence of the earth; consequently these theories are
wrong in one of their most essential parts.
We can, however, produce a closed circle of mutual attraction in
iron and steel, producing complete neutrality as long as the
structure is not destroyed by some stronger external directing
influence.
Oersted discovered that an external magnetic needle places
itself perpendicular to an electric current; and we should expect
that, if the molecules of an iron wire possessed inherent polarity
and could rotate, a similar effect would take place in the interior
of the wire to that observed by Oersted. Wiedermann first remarked
this effect, and it has been known as circular magnetism. This
circle, however, consists really in each molecule having placed
itself perpendicular to the current, simply obeying Oersted’s law,
and thus forming a complete circle in which the mutual attractions
of the molecules forming that circle are satisfied, as shown as C,
Fig. 1. This wire becomes completely neutral, any previous
symmetrical arrangement of polarity rotating to form its complete
circle of attractions; and we can thus form in hard iron and steel
a neutrality extremely difficult to break up or destroy. We have
evident proof that this neutrality consists of a closed chain, or
circle, as by torsion we can partially deflect them on either side;
thus from a perfect externally neutral wire, producing either
polarity, by simple mechanical angular displacement of the
molecules, as by right or left handed torsion.
If we magnetize a wire placed east and west, it will retain this
polarity until freed by vibrations, as already remarked. If we pass
an electric current through this magnetized wire, we can notice the
gradual rotation of the molecules, and the formation of the
circular neutrality. If we commence with a weak current, gradually
increasing its strength, we can rotate them as slowly as may be
desired. There is no sudden break or haphazard moment of
neutrality: the movements to perfect zero are accomplished with
perfect symmetry throughout.
We can produce a more perfect and shorter circle of attractions
by the superposition of magnetism, as at B, Fig. 1. If we magnetize
a piece of steel or iron in a given direction with a strong
magnetic directing power, the magnetism penetrates to a certain
depth. If we slightly diminish the magnetizing power, and magnetize
the rod in a contrary direction, we may reduce it to zero, by the
superposition of an exterior magnetism upon one of a contrary name
existing at a greater depth; and if we continue this operation,
gradually diminishing the force at each reversal, we can easily
superpose ten or more distinct symmetrical arrangements, and, as
their mutual attractions are satisfied in a shorter circle than in
that produced by electricity, it is extremely difficult to destroy
this formation when once produced.
The induction balance affords also some reasons for believing
that the molecules not only form a closed circle of attractions, as
at B, but that they can mutually react upon each other, so as to
close a circle of attractions as a double molecule, as shown at A.
The experimental evidence, however, is not sufficient to dwell on
this point, as the neutrality obtained by superposition is somewhat
similar in its external effects.
We can produce a perfectly symmetrical closed circle of
attractions of the nature of the neutrality of C, Fig. 3, by
forming a steel wire into a closed circle, 10 centimeters in
diameter, if this wire is well joined at its extremities by
twisting and soldering. We can then magnetize this ring by slowly
revolving it at the extremity of one pole of a strong permanent
magnet; and, to avoid consequent poles at the part last touching
the magnet, we should have a graduating wedge of wood, so that
while revolving it may be gradually removed to greater distance.
This wire will then contain no consequent points or external
magnetism: it will be found perfectly neutral in all parts of its
closed circle. Its neutrality is similar to C, Fig. 3; for if we
cut this wire at any point we find extremely strong magnetic
polarity, being magnetized by this method to saturation, and having
retained (which it will indefinitely) its circle of attractions
complete.
I have already shown that soft iron, when its molecules are
allowed perfect freedom by vibration, invariably takes the polarity
of the external directing influence, such as that of the earth, and
it does so even with greater freedom under the influence of heat.
Manufacturers of electro-magnets for telegraphic instruments are
very careful to choose the softest iron and thoroughly anneal it;
but very few recognize the importance as regards the position of
the iron while annealing it under the earth’s directing influence.
The fact, however, has long since been observed.
Dr. Hooke, 1684, remarked that steel or iron was magnetized when
heated to redness and placed in the magnetic meridian. I have
slightly varied this experiment by heating to redness three similar
steel bars, two of which had been previously magnetized to
saturation, and placed separately with contrary polarity as regards
each other, the third being neutral. Upon cooling, these three bars
were found to have identical and similar polarity. Thus the
molecules of this most rigid material, cast steel, had become free
at red heat, and rotated under the earth’s magnetic influence,
giving exactly the same force on each; consequently the previous
magnetization of two of these bars had neither augmented nor
weakened the inherent polarity of their molecules. Soft iron gave
under these conditions by far the greatest force, its inherent
polarity being greater than that of steel.
I have made numerous other experiments bearing upon the question
of neutrality, but they all confirm those I have cited, which I
consider afford ample evidence of the symmetrical arrangement of
neutrality.
SUPERPOSED MAGNETISM.
Knowing that by torsion we can rotate or diminish magnetism, I
was anxious to obtain by its means a complete rotation from north
polarity to neutrality, and from neutrality to south polarity, or
to completely reverse magnetic polarity by a slight right or left
torsion.
I have succeeded in doing this, and in obtaining strong reversal
of polarities, by superposing one polarity given while the rod is
under a right elastic torsion, with another of the opposite
polarity given under a left elastic torsion, the neutral point then
being reached when the rod is free from torsion. The rod should be
very strongly magnetized under its first or right-hand torsion, so
that its interior molecules are rotated, or, in other words,
magnetized to saturation; the second magnetization in the contrary
sense and torsion should be feebler, so as only to magnetize the
surface, or not more than one-half its depth; these can be easily
adjusted to each other so as to form a complete polar balance of
force, producing, when the rod is free from torsion, the neutrality
as shown at B, Fig. 1.
The apparatus needed is simply a good compound horseshoe
permanent magnet, 15 centimeters long, having six or more plates,
giving it a total thickness of at least 3 centimeters. We need a
sufficiently powerful magnet, as I find that I obtain a more equal
distribution of magnetism upon a rod or strip of iron by drawing it
lengthwise over a single pole in a direction from that pole, as
shown in Fig. 2; we can then obtain saturation by repeated
drawings, keeping the same molecular symmetry in each
experiment.
In order to apply a slight elastic torsion when magnetizing rods
or wires, I have found it convenient to attach two brass clamp keys
to the extremities of the rods, or simply turn the ends at right
angles, as shown in the following diagram, by which means we can
apply an elastic twist or torsion while drawing the rod over the
pole of the permanent magnet. We can thus superpose several and
opposite symmetrical structures, producing a polar north or south
as desired, greatly in excess of that possible under a single or
even double magnetization, and by carefully adjusting the
proportion of opposing magnetisms, so that both polarities have the
same external force, the rod will be at perfect external neutrality
when free from torsion.
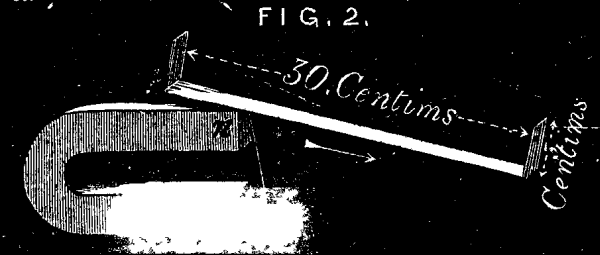
FIG. 2.
If we now hold one end of this rod at a few centimeters distance
from a magnetic directive needle, we find it perfectly neutral when
free of torsion, but the slightest torsion right or left at once
produces violent repulsion or attraction, according to the
direction of the torsion given to the rod, the iron rod or strips
of hoop-iron which I use for this experiment being able, when at
the distance of five centimeters from the needle, to turn it
instantly 90° on either side of its zero.
The external neutrality that we can now produce at will is
absolute, as it crosses the line of two contrary polarities, being
similar to the zero of my electric sonometer, whose zero is
obtained by the crossing of two opposing electric forces.
This rod of iron retains its peculiar powers of reversal in a
remarkable degree, a condition quite different to that of ordinary
magnetization, for the same rod, when magnetized to saturation
under a single ordinary magnetism, loses its evident magnetism by a
few elastic torsions, as I have already shown; but when it is
magnetized under the double torsion with its superposed magnetism,
it is but slightly reduced by variations or numerous torsions, and
I have found it impossible to render this rod again free from its
double polar effects, except by strongly remagnetizing it to
saturation with a single polarity. The superposed magnetism then
becomes a single directive force, and we can then by a few
vibrations or torsions reduce the rod to its ordinary
condition.
The effects of superposed magnetism and its double polarity I
have produced in a variety of ways, such as by the electro-magnetic
influence of coils, or in very soft iron simply by the directive
influence of the earth’s magnetism, reversing the rod and torsions
when held in the magnetic meridian, these rods when placed magnetic
west showing distinctly the double polar effects.
It is remarkable, also, that we are enabled to superpose and
obtain the maximum effects on thin strips of iron from ¼ to
½ millimeter in thickness, while in thicker rods we have far
less effect, being masked by the comparatively neutral state of the
interior, the exterior molecules then reaching upon those of the
interior, allowing them to complete in the interior their circle of
attractions.
I was anxious to obtain wires which would preserve this
structure against the destructive influence of torsion and
vibrations, so that I could constantly employ the same wires
without the comparatively long and tedious process of preparation.
Soft iron soon loses the structure, or becomes enfeebled, under the
constant to and fro torsions requisite where we desire a constant
change of polarity, as described later in the magnetic bells. Hard
steel preserves its structure, but its molecular rigidity is so
great that we obtain but mere traces of any change of polarity by
torsion. I have found, however, that fine cast drill steel,
untempered, of the kind employed by watchmakers, is most suitable;
these are generally sold in straight lengths of 30 centimeters.
Wires 1 millimeter in diameter should be used, and when it is
desired to increase the force, several of these wires, say, nine or
ten, should be formed into a single rod or bunch.
The wire as sold is too rigid to give its maximum of molecular
rotation effect. We must therefore give it two entire turns or
twists to the right, and strongly magnetize it on the north pole of
the magnet while under torsion. We must again repeat this operation
in the contrary direction, after restoring the wire to its previous
position, giving now two entire turns to the left and magnetizing
it on the south pole. On restoring the wire to its original place,
it will be extremely flexible, and we may now superpose several
contrary polarities under contrary torsions, as already
described.
The power of these wires, if properly prepared, is most
remarkable, being able to reverse their polarity under torsion, as
if they were completely saturated; and they preserve this power
indefinitely if not touched by a magnet. It would be extremely
difficult to explain the action of the rotative effects obtained in
these wires under any other theory than that which I have advanced;
and the absolute external neutrality that we obtain in them when
the polarities are changing, we know, from their structure, to be
perfectly symmetrical.
I was anxious to show, upon the reading of this paper, some
mechanical movement produced by molecular rotation, consequently I
have arranged two bells that are struck alternately by a polarized
armature put in motion by the double polarized rod I have already
described, but whose position, at three centimeters distant from
the axis of the armature, remains invariably the same. The magnetic
armature consists of a horizontal light steel bar suspended by its
central axle; the bells are thin wine glasses, giving a clear
musical tone loud enough, by the force with which they are struck,
to be clearly heard at some distance. The armature does not strike
these alternately by a pendulous movement, as we may easily strike
only one continuously, the friction and inertia of the armature
causing its movements to be perfectly dead beat when not driven by
some external force, and it is kept in its zero position by a
strong directive magnet placed beneath its axle.
The mechanical power obtained is extremely evident, and is
sufficient to put the sluggish armature in rapid motion, striking
the bells six times per second, and with a power sufficient to
produce tones loud enough to be clearly heard in all parts of the
hall of the Society. As this is the first direct transformation of
molecular motion into mechanical movement, I am happy to show it on
this occasion.
There is nothing remarkable in the bells themselves, as they
evidently could be rung if the armature was surrounded by a coil,
and worked by an electric current from a few cells. The marvel,
however, is in the small steel superposed magnetic wire producing
by slight elastic torsions from a single wire, one millimeter in
diameter, sufficient force from mere molecular rotation to entirely
replace the coil and electric current.
ELASTIC NATURE OF THE ETHER SURROUNDING THE MAGNETIC
MOLECULES.
During these researches I have remarked a peculiar property of
magnetism, viz., that not only can the molecules be rotated through
any degree of arc to its maximum, or saturation, but that, while it
requires a comparatively strong force to overcome its rigidity or
resistance to rotation, it has a small field of its own through
which it can move with excessive freedom, trembling, vibrating, or
rotating through a small degree with infinitely less force than
would be required to rotate it permanently on either side. This
property is so marked and general that we can observe it without
any special iron or apparatus.
Let us take a flat rod of ordinary hoop iron, 30 or more
centimeters in length. If, while holding this vertically, we give
freedom to its molecules by torsions, vibrations, or, better still,
by a few blows with a wooden mallet upon its upper extremity, we
find, as is well known, that its lower portion is strongly north,
and its upper south. If we reverse this rod, we now find it neutral
at both extremities. We might here suppose that the earth’s
directing force had rotated the molecules to zero, or transversely,
which in reality it has done, but only to the limit of their
comparatively free motion; for if we reverse the rod to its
original position, its previous strong polarity reappears at both
extremities, thus the central point of its free motion is inclined
to the rod, giving by its free motion great symmetrical inclination
and polarity in one direction, but when reversed the inclination is
reduced to zero.
In Fig. 3, D shows the bar of iron when strongly polarized by
earth’s magnetic influence, under vibrations, with a sufficient
force to have rotated its elastic center of action. C shows the
same bar with its molecules at zero, or transversal, the directing
force of earth being insufficient without the aid of mechanical
vibration to allow them to change. The dotted lines of D suppose
the molecule to be in the center of its free motion, while at C the
molecules have rotated to zero, as they are prevented from further
rotation by being at the extreme end of its free motion.
If, now, we hold the rod vertically, as at C, giving neutrality,
and give a few slight blows with a wooden mallet to its upper
extremity, we can give just the amount of freedom required for it
to produce evident polarity, and we then have equal polarity, no
matter which end of the bar is below, the center of its free
rotation here being perfect, and the rod perfectly neutral
longitudinally when held east and west. If, on the other hand, we
have given too much freedom by repeated blows of the mallet, its
center of free motion becomes inclined with the molecules, and we
arrive at its first condition, except that it is now neutral at D
and polarized at C. From this it will be seen that we can adjust
this center of action, by vibrations or blows, to any point within
the external directing influence.
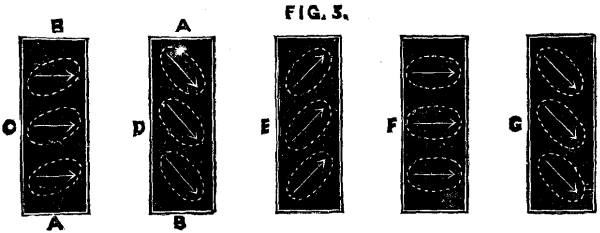
FIG. 3.
We can perceive this effect of free rotation in a limited space
in all classes of iron and steel, being far greater in soft Swedish
iron than in hard iron or steel. A similar phenomenon takes place
if we magnetize a rod held vertically in the direction of earth’s
magnetism. It then gives greater polarity than if magnetized east
or west, and if magnetized in a contrary sense to earth’s
magnetism, it is very feebly magnetized, or, if the rod is
perfectly soft, it becomes neutral after strong magnetization. This
property of comparative freedom, and the rotation of its center of
action, can be demonstrated in a variety of ways. One remarkable
example of it consists in the telephone. All those who are
thoroughly acquainted with electro-magnetism, and know that it
requires measurable time to charge an electro-magnet to saturation
(about one-fifteenth of a second for those employed in telegraphy),
were surprised that the telephone could follow the slightest change
of timbre, requiring almost innumerable changes of force per
second. I believe the free rotation I have spoken of through a
limited range explains its remarkable sensitiveness and rapidity of
action, and, according to this view, it would also explain why loud
sounding telephones can never repeat all the delicacy of timbre
that is easily done with those only requiring a force comprised in
the critical limits of its free rotation. This property, I have
found, has a distinct critical value for each class of iron, and I
propose soon to publish researches upon the molecular construction
of steel and iron, in which I have made use of this very property
as a guide to the quality of the iron itself.
The elastic rotation (in a limited space) of a molecule differs
entirely from that known as mechanical elasticity. In perfectly
soft iron we have feeble mechanical elasticity, while in
tempered steel we have that elasticity at its maximum. The contrary
takes place as regards molecular elasticity. In tempered
steel the molecules are extremely rigid, and in soft iron its
molecular elasticity is at its maximum. Its free motion differs
entirely from that given it by torsion or stress. We may assume
that a molecule is surrounded by continuous ether, more of the
nature of a jelly than of that of a gas; in such a medium a
molecule might freely vibrate through small arcs, but a rotation
extending beyond its critical limit would involve a much greater
expenditure of force.
The discovery of this comparatively free rotation of molecules,
by means of which, as I have shown, we can (without in any degree
disturbing the external mechanical elasticity of the mass) change
the axes of their free motion in any direction desired, has led me
into a series of researches which have only indirectly any relation
with the theory of magnetism. I was extremely desirous, however, of
finding an experimental evidence which in itself should demonstrate
all portions of the theory, and the following experiment, I
believe, answers this purpose.
Let us take a square soft iron rod, five millimeters in diameter
by thirty or more centimeters in length, and force the molecules,
by aid of blows from a wooden mallet, as previously described, to
have their centers of free motion in one direction; the rod will
(as already shown) have polarity at both ends, when held
vertically; but if reversed, both ends become completely
neutral.
If now we turn the rod to its first position, in which it shows
strong polarity, and magnetize it while held vertically, by drawing
the north pole of a sufficiently powerful permanent magnet from its
upper to its lower extremity, we find that this rod, instead of
having south polarity at its lower portion, as we should expect
from the direction of the magnetization, is completely neutral at
both extremities, but if we reverse the rod its fullest free powers
of magnetization now appear in the position where it was previously
neutral. Thus, by magnetization, we have completely rotated its
free path of action, and find that we can rotate this path as
desired in any direction by the application of a sufficient
directing power.
If we take a rod as described, with its polarities evident when
held vertically, and its neutrality also evident when its ends are
reversed in the same magnetic field, we find that its polarity is
equal at both ends, and that it is in every way symmetrical with a
perfect magnet. If we gradually reverse the ends and take
observations of its condition through each degree of arc passed
over, we find an equal symmetrical diminution of evident external
polarity, until we arrive at neutrality, when it has no external
trace of inherent polarity; but its inherent polarity at once
becomes evident by a simple return to its former position. Thus the
rod has passed through all the changes from polarity to neutrality,
and from neutrality to polarity, and these changes have taken place
with complete symmetry.
The limits of this paper do not allow me to speak of the
numerous theoretical evidences as shown by the use of my induction
balance. I believe, however, that I have cited already experimental
evidences to show that what has been attributed to coercive force
is really due to molecular freedom or rigidity; that in inherent
molecular polarity we have a fact admitted by Coulomb, Poisson,
Ampere, De la Rive, Weber, Du Moncel, Wiedermann, and Maxwell; and
that we have also experimental evidence of molecular rotation and
of the symmetrical character of polarity and neutrality.
The experiments which I have brought forward in this paper, in
addition to those mentioned in my paper read before the Royal
Society, will, I hope, justify me in having advanced a theory of
magnetism which I believe in every portion allows at least
experimental evidences of its probable truth.
THE WESTINGHOUSE BRAKE.
Below we illustrate the main parts of the Westinghouse brake as
applied to a vehicle. The supplementary reservoir brake cylinder
and triple valve are shown in position, and as fitted upon the
engine, tender, and each vehicle of the train. Air compressed by a
pump on the locomotive to, say, 70 lb. or 80 lb. to the square inch
fills the main reservoir on the engine, and flowing through the
driver’s brake valve and main pipe, also charges the supplementary
reservoirs throughout the train. When a train is running, uniform
air pressure exists throughout its length–that is to say, the main
reservoir on the engine, the pipe from end to end of train, the
triple valves and supplementary reservoirs on each vehicle, are all
charged ready for work, the brake cylinders being empty and the
brakes off. The essential principle of the system is, that
maintaining the pressure keeps the brakes off, but letting the air
escape from the brake pipe, purposely or accidentally, instantly
applies them. It follows, therefore, that the brake may be applied
by the driver or any of the guards, or if necessary by a passenger,
by the separation of a coupling, or the failure or injury to a
vital part of the apparatus, whether due to an accident to the
train or to the brake; and as the brake on each vehicle is complete
in itself and independent, should the apparatus on any one carriage
be torn off, the brake will nevertheless remain applied for almost
any length of time upon the rest of the train.
The triple valve, as will be seen, is simply a small piston,
carrying with it a slide valve, which can be moved up or down by
increasing or decreasing the pressure in the brake pipe. As soon as
the air from the main reservoir is turned into the brake pipe, by
means of the driver’s valve, the piston is pushed up into the
position shown, and air is allowed to feed past it through a small
groove into the reservoir. At the same time the slide valve covers
the port to the brake cylinder, and is in such a position that the
air from the latter may exhaust into the atmosphere. The piston has
now the same air pressure on both sides; but if the pressure in the
brake pipe is decreased, the piston and slide valve are forced
down, thereby uncovering the passage through which air from the
reservoir flows into the brake cylinder between the pistons, thus
applying the brakes. The brake pipe is shut off as soon as the
triple valve piston passes the groove. To release the brakes, the
piston and slide valves are again moved into the position shown, by
the driver turning air from the main reservoir into the brake pipe.
The air in the brake cylinder escapes, and at the same time the
reservoir is recharged.
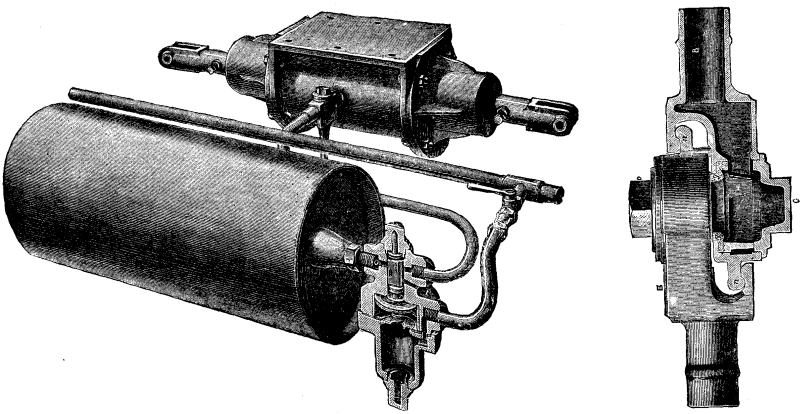
THE WESTINGHOUSE BRAKE.
Fig. 2 represents two Westinghouse couplings connected. They are
exactly alike in all respects, and an air tight joint is made
between them by means of the rubber washers. These couplings are so
constructed that the air pressure within serves to tighten the
joint, and they may be pushed apart by the separation of the train
without any injury. Such an occurrence as already explained leads
to the instant application of all the brakes on the train.
By closing the small tap shown between the brake pipe and the
triple valve, the brake on any vehicle, if out of order, can be cut
out of the system. A release valve is also placed upon each
cylinder as shown, so that in the event of the brakes being applied
by the separation of the train, or the breaking of a pipe, or when
the locomotive is not attached, they can be released by allowing
the air to escape from each brake cylinder direct. The Westinghouse
brake has been made to comply thoroughly with the Board of Trade
conditions. Many people, however, do not appear to understand all
that is involved in the second requirement, which runs as follows:
In case of accident, to be instantaneously self-acting. This
clearly implies: First, that accident to the train, or to any of
its vehicles, shall cause the instant application of the brakes to
the wheels of every vehicle in the train without the intervention
of the driver or guards. Secondly, that any injury, however caused,
which may impair the efficiency of the brake apparatus, shall, in
like manner, lead to the instant application of all the brakes on
the train. It then becomes impossible for a driver to run his train
in ignorance of any defect in his brake apparatus because such
defect at once discloses itself by applying the brakes and stopping
the train. Thirdly, that each vehicle shall carry its own brake
power in such a manner that the destruction of the brake apparatus
on one or more of the carriages shall not affect the efficiency of
the brakes upon any of the others. No continuous brake which does
not comply with such conditions can ever be satisfactory.–The
Engineer.
HYDRAULIC ELEVATORS AND MOTORS.
[Footnote: Read at Buffalo meeting of the American Water-Works
Association May 15,1883.]
By B. F. JONES, Kansas City.
What I have to say in relation to elevators and motors will be
mostly in regard to questions that their uses necessarily bring up
for settlement at the water-works office; also to show how I have
been able in a measure to overcome some of the many difficulties
that have presented themselves, as well as to discuss and seek
information as to the best way of meeting others that still have to
be dealt with. At the outset, therefore, let me state that I am not
an hydraulic engineer, nor have I sufficient mechanical knowledge
to undertake the discussion of the construction or relative merits
of either elevators or motors. This I would respectfully suggest as
a very proper and interesting topic for a paper at some future
meeting by some one of the many, eminent engineers of this
association.
The water-works of Kansas City is comparatively young, and my
experience only dates back six or seven years, or shortly after its
completion. At this time it was deemed advisable on account of the
probable large revenue to be derived from their use, to encourage
the putting in of hydraulic elevators by low water rates. With this
end in view a number of contracts were made for their supply at low
special rates for a period of years, and our minimum meter rate was
charged in all other cases, regardless of the quantity of water
consumed. In most instances these special rates have since been
found much too low, parties paying in this way being exceedingly
extravagant in the use of elevators. However, the object sought was
obtained, and now they are very extensively used. In fact, so much
has their use increased, that the question is no longer how to
encourage their more general adoption, but how to properly govern
those that must be supplied. A present our works furnish power to
about 15 passenger and 80 freight elevators, and the number is
rapidly increasing.
Before going into details it seems proper to give at least a
brief description of our water-works, as my observations are to a
great extent local.
On account of the peculiar topography of Kansas City (and I
believe it has more topography to the square foot than any city in
the country) two systems of water supply have been provided, the
high ground being supplied by direct pumping, and a pressure of
about 90 pounds maintained in the business portion, and the lower
part of the city being supplied by gravity, from a reservoir at an
elevation of 210 feet, thus giving the business portions of the
city, on high and low ground, about the same pressure. By an
arrangement of valves, a combination of these two systems is
effected, so that the Holly machinery can furnish an increased fire
pressure at a moment’s notice, into either or both pipe systems.
Thus at some points the pressure is extremely high during the
progress of fires, causing difficulties that do not exist where the
gravity system of works is used exclusively.
Elevators have become an established institution, and in cities
of any commercial importance are regarded as a necessity, hotels,
jobbing houses, factories, and office buildings being considered as
far behind the times when not thus provided, as a city without a
water supply or a community without a “boom.” The use of elevators
has made it practicable and profitable to erect buildings twice as
high as were formerly thought of. Perhaps some of the most notable
examples of this are in New York city, where such structures as the
Mills building, the buildings of the Tribune, Evening Post,
and Western Union Telegraph Co.. tower high above the surrounding
blocks, monuments of architecture, that without this modern
invention would reflect little credit upon their designers. It is
now found less labor to go to to the fifth, sixth, or even tenth
floors of these great buildings than it was to reach the second or
third, before their use. In these days, merchants can shoot a ton
of goods to the top of their stores in less time than it would take
to get breath for the old hoist or “Yo, heave O” arrangement.
Thousands of dollars are sometimes expended on a single elevator,
the cars are miniature parlors, and the mechanism has perhaps
advanced to nearly the perfection of the modern steam engine. If
then they have become such a firmly established institution, their
bearing upon the water supply of cities is a subject to be
carefully considered.
As before intimated, there are many questions involved in the
use of hydraulic elevators, that particularly concern towns
supplied by direct pumping, and perhaps other places where the
supply by gravity is somewhat limited. In a few larger cities
supplied by ample reservoirs and mains, some of the difficulties
suggested are not serious. Very little power is necessary to
perform the actual work of lifting, with either steam or hydraulic
elevators, but on account of the peculiar application of the power,
and the great amount of friction to be overcome, a very
considerable power has to be provided. It has been estimated, by
good authorities, that not more than one-quarter of the power
expended in most cases is really utilized.
With all hydraulic elevators of which I have cognizance, as much
water is required to raise the empty cars as though they were
loaded to maximum capacity. Still, to be available for passenger
purposes elevators must have capacity of upward of 2,500 pounds,
particularly in hotels, where the cars are often arranged with
separate compartments underneath for baggage. In general use it is
exceptional that passenger elevators are fully loaded; on the
contrary less than half a load is ordinarily carried, and for this
reason it would appear that no actual benefit is derived from at
least one-half of the water consumed. In this connection it has
occurred to me that passenger elevators could be built at no great
additional cost, with two cylinders, small and large, the two
piston rods of which could be connected so as to both operate the
same cable, either or both furnishing power, the smaller cylinder
to be used for light loads, the larger for heavy work, and the two
together for full capacity, this independent valve arrangement to
be controlled by a separate cable running through the car. Whether
this plan is practicable or not must be left to elevator
manufacturers, but it seems to me that with the Hale-Otis elevator
for instance (which is conceded to be one of the best) it could
easily be accomplished. Certainly some such arrangement would
effect a great saving of water, and perhaps bring water bills to a
point that this class of consumers could afford to pay.
Hydraulic elevators where the water is used over and over again,
by being pumped from the discharge to elevated tanks, cut little or
no figure in connection with a city’s water supply. When fuel,
first cost, attendance of an engineer, and the poor economy of the
class of pumps usually employed to perform this work are
considered, the cost of operating such elevators is greatly in
excess of what it would be if power were supplied direct from water
mains, at any reasonable rate. The following remarks will then
relate almost exclusively to that class of hydraulic elevators
supplied with power directly from the water mains.
Let us now consider whether they are a desirable source of
revenue, and in this my knowledge does not exceed my actual
experience. Few elevator users appreciate the great quantity of
water their elevators consume. Even in Kansas City, where, on
account of the high pressure carried, much smaller cylinders than
ordinarily are required, it is found that passenger elevators
frequently consume 500,000 to 800,000 gallons of water per month,
which will make a very considerable bill, at the most liberal
rates. I have, therefore, concluded that the quantity of water was
so large that, unless liberal concessions were made, it would be a
hardship to consumers to pay their water bills, and have therefore
made a special schedule, according to quantity, for elevators and
motors, these rates standing below our regular meter rates, and
running to the lowest point at which we think we can afford to
furnish the water. This schedule brings the rate below what we
would receive for almost any other legitimate use of water; and, in
view of our rapidly increasing consumption, and the probability of
soon having to increase all our facilities, it is an open question
whether this will continue a desirable source of revenue.
In Kansas City we have elevators of various manufacture: the
Hale-Otis, Ready, Smith & Beggs, O’Keefe, Kennedy, and perhaps
others, each having its peculiarities, but alike demanding large
openings in the mains for supply. These large openings are
objectionable features with any waterworks, and especially so with
direct pumping. An occurrence from this cause, about two years ago,
is an experience I should not like repeated, but is one that might
occur whenever the pressure in the mains is depended upon to throw
fire streams. In this instance a large block of buildings occupied
by jobbing houses and having three elevators was burned down, and
the elevator connections broken early in the fire, allowing the
water to pour into the cellars in the volume of about twelve
ordinary fire streams. This immense quantity of water had to be
supplied from a 6-inch main, fed from only one end, which left
little pressure available for fighting the fire, and as a matter of
course failure to subdue the fire promptly was attributed to the
water-works. We have since had up hill work to restore confidence
as to our ability to throw fire streams, although we have
demonstrated the fact hundreds of times since.
From this time we have been gradually cutting down on the size
of openings for elevator supply, but under protest of the elevator
agents, who have always claimed that they should be allowed at
least a 4-inch opening in the mains, until we have found that under
80 to 90 pounds pressure two to four 1-inch taps will answer the
purpose, provided the water pipes are of ample size.
The “water hammer” produced by the quick acting valves of
elevators has always been objectionable, both in its effect at the
pumping-house and upon water mains and connections. To obviate
this, Engineer G. W. Pearson has suggested the use of very large
air chambers on the elevator supply, and still smaller openings in
the mains, his theory being that the air chambers would not only
materially decrease the concussion or “water hammer,” but that they
would also act as accumulators of power (or water under pressure)
to be drawn from at each trip of the elevator, and replaced when it
was at rest. This plan I have never seen put to actual test, but
believe it to be entirely practicable, and that we will have to
ultimately adopt it.
All things considered, the plan of operating elevators from
tanks in the top of buildings, supplied by a small pipe connected
with the water-mains and arranged with a float valve to keep the
tank filled, I believe to be the best manner of supply, except for
the great additional cost of putting up such apparatus. By this
arrangement the amount of water consumed is no less, in fact it
would ordinarily be more than with a direct connection with the
mains, but it has the advantage of taking the water in the least
objectionable manner. Still, if this mode of supply were generally
enforced, the large first cost, an additional expense of operating,
would undoubtedly deter many from using elevators.
Another evil in connection with the use of elevators, and which
no doubt is common, is the habit many parties have of keeping a key
or wrench to turn on and off the water at the curb. This we have
sought to remedy by embracing in our plumbers’ rules the following:
“All elevator connections in addition to the curb stop for the use
of the Water Company must be provided with another valve where the
pipe first enters the building for the use of occupants of the
building.” Without this extra valve it was found almost impossible
to keep parties from using the curb valve. In most cases the
persons were perfectly responsible, and as there was no intent to
defraud the company by the act, they would claim this privilege as
a precaution against the pipes bursting or freezing. This practice
was very generally carried on, and was the direct cause in at least
two cases of very serious damage. In the instances referred to, the
pipes burst between the elevator and the area wall of buildings,
and the valves outside had become so worn from frequent use that
they would not operate, allowing the water to literally deluge the
basements before the water main could be turned off.
One of the greatest causes of waste from elevators is the
wearing out of the piston packing, this being particularly
troublesome in most of the Western cities, where the water supplied
is to a large extent from turbid streams, carrying more or less
fine sand or “grit,” which cuts out the packing of the pistons very
rapidly. The only practicable remedy for this is close inspection,
to see that the pistons do not allow water to pass, a fact that can
readily be determined from the noise made in the cylinder when the
elevator is in motion going upward.
I have reserved one of the most annoying features of elevator
supply for the last, hoping to work myself into a mood to do the
subject justice, but doubt if it can be done in language proper to
use before this dignified body. I remember on one occasion the
mayor of our city, in discussing a job of plumbing, said that it
seemed to him “that even a plumber ought to know something about
plumbing.” Now it would seem that even elevator agents ought to
know something about elevators, but from the following incident,
which is but one of many, I am led to believe that they are not
infallible to say the least. Only a short time since, one of these
very reliable (?) agents reported at our office that he had just
attached a new indicator to the elevator of a leading hotel. He was
asked: “What does it register?” and promptly replied, “Cubic feet.”
In this case our inspector had already made an examination, and had
correctly reported as follows: “Hale elevator; indicator started at
zero February 28; internal diameter of cylinder, 12 inches; travel
of piston for complete trip 30¼ feet; indicator registers
for complete trip, 4.”
When it is understood that we had for a long time been assuming
that elevator agents knew about all there was to know on the
subject, a comparison of statements of this agent and our inspector
is somewhat startling. Now let us see what the difference amounted
to: At the end of the month the indicator had registered 12,994;
calling it cubic feet, this register would equal 97,195 gallons.
According to our inspector, this same register would equal 578,233
gallons, or a difference of nearly half a million of gallons for a
single month. Our experience with the agents in Kansas City has
shown that they will, if allowed, put any kind of an indicator on
the most convenient point of any sort of an elevator, without the
slightest regard as to what it was intended to indicate; then
report it as registering cubic or lineal feet, whichever they find
the indicator marked. On the same principle they could as well
change the fulcrum of a Fairbanks scale, and then claim it weighed
pounds correctly, because pounds were marked upon the bar. We have
lately prepared a blank, upon which these agents are required to
make a detailed report upon the completion of an elevator before
the water will be turned on, which it is hoped will to some extent
correct this trouble.
I have come to regard an elevator indicator with a feeling of
wonder. Some years ago, when the “planchette” first came out, I
remember that it acquired quite a reputation as a particularly
erratic piece of mechanism, but for real mystery and innate
cussedness, on general principles, commend me to the indicator.
Why, I have known an indicator after registering a nice water bill,
to deliberately and without provocation commence taking it all off
again, by going backward. This crab-like maneuver the agent readily
explained by saying the “ratchet had turned over,” but even he was
unable to show us how to make the bills after these peculiar
gyrations. I also find that it is quite a favorite amusement for
indicators to stop entirely, like a balky horse, after which no
amount of persuasion will bring them to a realizing sense of their
duty.
Even at the best, these indicators are very apt to get out of
order, necessitating greater watchfulness in supplying elevators
than for any other purpose for which water is furnished.
Accidents in connection with the use of elevators are common
throughout the country, and in Kansas City had, until within a
short time, become of altogether too frequent occurrence. The great
cause of this I believe to be due to the fact that the parties who
usually operate elevators are the very ones who know least about
them; the corrosion of pistons, crystallization and oxidation of
cables, and many other disorders common to elevators, being matters
they do not comprehend. The frequency and fatality of these
accidents in Kansas City finally led the city authorities to
appoint an Elevator Inspector, who is under heavy bond, and whose
duty is to examine every elevator at least once a month, and to
grant license to run only such as he deems in safe condition. Thus
far since the establishment of this office we have had no serious
accidents, which leads me to the belief that in most cases a
monthly examination will discover in time the causes of many
terrible casualties; also that it is not safe to operate elevators
unless so inspected by some competent person.
The hatchways of elevators in large buildings are points greatly
feared by firemen. They well know that when a fire once reaches
this shaft, it takes but a moment for it to be carried from floor
to floor, until the building is soon past saving. Although this
great danger is well known, it is the exception rather than the
rule to provide elevators with fire-proof hatches. A properly
constructed elevator should, it seems to me, be provided with
hatches, or better still, built within brick fire-proof walls, with
openings to be kept closed when not in use. In this way costly
buildings, valuable merchandise, and many lives would be saved from
fire every year.
Although considerable has been said on the subject of elevators,
I am aware that the ground has not been covered, and that
difficulties have been pointed out more than remedies suggested.
There is much yet to be brought out by the engineers, to whom the
subject more properly belongs.
In the mean time, although elevators claim many of the
objectionable features in the business of water supply, most of
them are not of a nature that should condemn their use; on the
contrary, I hope that with the joining of our experience there will
be an improvement in the methods of their supply. Inasmuch as they
must be furnished with water, all that can be done is to adopt such
rules and fix such rates as will compensate in some degree for
their objectionable qualities.
WATER MOTORS.
My remarks on this subject I trust will be more to the have been
point than they upon the questions already discussed. Certainly my
ideas are more decided, so far at least as supplying water motors
is concerned.
In many respects I believe water motors furnish as nearly
perfect power as it is possible to attain. A motor, for instance,
properly connected and supplied by the even pressure from a
reservoir is probably the most reliable and steady power known, not
excepting the most improved and costly steam engines. The
convenience and little attendance necessary in operating make them
especially desirable for many purposes. Where only small power is
required, or even where considerable power for only occasional use
is desired, they are particularly well adapted, and can be driven
at small expense. Even for greater power they possess advantages
over steam engines which, to a considerable extent, compensate for
the large water rates that ought to be paid for their supply. These
advantages are in the first cost of a motor, as compared with a
steam engine, the saving in attendance and fuel, the convenience
and cleanliness, and in some cases a saving in insurance by reason
of their being no fire risks attendant upon its use. At just what
point steam becomes preferable, however, is a question depending
considerably upon water rates, but to some extent on other
circumstances, leaving it largely a question of judgment. As with
elevators, there are difficulties involved in their supply that
unless carefully guarded make water motors anything but a desirable
source of revenue. How often is the argument advanced: “Why, I only
use water for a quarter of an inch jet!” Showing how little people
who use motors or elevators or fountains realize the quantity of
water they consume. This class of consumers may be placed on one
footing, to wit, a class who, in spite of the fact that they are
supplied with water for much less than any other, feel that they
are imposed upon, and cannot be made to think otherwise.
Though not as large as for elevator supply, water motors require
liberal openings in the mains, and frequently the fault of having
too small supply pipes is sought to be remedied by openings in the
water mains much larger than needful. A table prepared by an
engineer who had given the matter study, or by some motor
manufacturer, showing the size of taps, or openings, for the proper
supply of motors, with the various jets, under different pressures,
would be of general use to water-works people. In order to use
water to the best advantage, the full pressure in the main, so far
as practicable, should be had at the jet, but in order to
accomplish this it is not necessary to use as large taps as are
ordinarily demanded, but to provide supply pipes of sufficient
capacity to deliver the water to the point of discharge with the
least possible friction. Lately this theory has been put in
practice to some extent by us, and the result has shown that in
this manner we are able to supply motors through smaller taps than
beforehand with as satisfactory results.
It is a general practice throughout the country to make annual
or monthly rates for water motors, and from my observation I
believe I can safely venture the assertion that in three-quarters
of the cases the rates charged will not equal 50 per cent. of the
lowest meter rates in force in these places. Although the Kansas
City Water-Works has not perhaps been generally accorded the
reputation of being the most liberal “monopoly” in the country,
still I have had occasion at times to make some such claims as an
inducement to its generous support. But with all its liberality, I
am free to say that we cannot begin to meet the rates for motors
that parties claim to have paid almost everywhere else.
The St. Louis Water-Works, where the rates are substantially the
same as in Kansas City, have been quoted as having the following
motor rates, but whether correct or not my inquiries have failed to
determine:
“On the supposition that motors are to be used ten hours per day
for 300 days per year, motors are assessed for–
These rates based upon a charge of 50 cents per 1,000
gallons.”
From Col. Flad’s Report as Engineer of Public Works, May 1,
1876, p.70, it is found that with 42 pounds pressure a ½
inch orifice will discharge 2,160 gallons per hour, 21,600 gallons
in 10 hours, or 6,480,000 gallons in 300 days, which at 20 cents
per 1,000 gallons would amount to $1,296, for which they assess the
rate $300. From all of which I would conclude that there must be a
lack of harmony somewhere between the engineering and office
departments.
I have made some estimates myself for water motors, basing rates
upon the number of hours it was claimed the motors would be in use,
and afterward supplied the same motors by meter measurement; in
every case found that at least twice as much water was used as had
been estimated. Although estimates were carefully made upon what
was believed to be a reliable basis, these repeated similar results
have led me to the conclusion that the only way to supply motors is
to make it an object to the users of them to be economical. In
other words, I believe the way to supply water motors is upon an
estimate that they will run 24 hours per day and 365 days per year,
or, more properly still, supply them only by meter measurement. At
all events this is henceforth my policy; or, in other words, “on
this rock I stand,” believing it the only equitable way out of this
difficulty.
That class of motors or water engines operated by water pressure
in close cylinders upon pistons as with steam in a steam engine, I
believe could be easily supplied by measurement of water without a
meter. This could be accomplished by the use of “revolution
counters” or indicators, as the amount of water required per
revolution could be readily determined, and when once computed the
cylinders would measure out the water as accurately as a meter. The
only objection to this plan is the expense of counters, which is
considerable; and as to indicators, it may have been observed that
I have little faith in their reliability. With cheap revolution
this class of motors would be free from many of the objections
raised in regard to motors generally.
The practical conclusion that I would draw from a consideration
of this subject is that the question of whether the supply of
hydraulic elevators and motors is desirable in its effects upon the
water supply is one that hinges so delicately upon their being
carefully governed, connected, and restricted, that while on the
one hand they may be made the source of large profit, and at the
same time a public benefit, on the other hand, unless all the
details of their supply be carefully guarded by the wisest rules
and greatest watchfulness, their capacities for waste are so great
and the rates charged necessarily so low, that they may become the
greatest source of loss with which we have to contend. I therefore
trust that this discussion will be continued until an interest is
felt that will result in our all receiving much useful information
upon two most important factors of our business.
As this paper has been long for the information contained, I
will close with the earnest wish that it may at least be of service
in bringing these important but often neglected subjects to the
attention of the thinking and intelligent body of men, of whom many
have had much longer and more general experience in relation to
these matters, and whose views when expressed will consequently be
of more interest and have greater weight. Thus as a result may we
all derive the benefit of whatever useful information there is to
be gained by this annual interchange of experiences in the
all-important business of public water supply.
WATER SUPPLY OF SMALL TOWNS.
We now describe the new waterworks lately erected for supplying
the town of Cougleton, Cheshire. The population is about 12,000,
and the place is a seat of the silk manufacture. After various
expensive plans had been suggested, in the year 1879 a complete
scheme for the supply of the town with water was devised by the
then borough surveyor, Mr. Wm. Blackshaw, now borough surveyor of
Stafford. These we now illustrate above by a general drawing, and a
separate drawing of the tower. With respect to the mechanical
arrangements, the Corporation called in Mr. W. H. Thornbery, of
Birmingham, consulting engineer, to decide on the best design of
those submitted, and this, with modifications made by him, was
carried out under his inspection. The water, for the supply by
pumping, is obtained from springs situated at the foot of
Crossledge Hill, about a mile from the town. It does not at present
require filtering, but space enough has been allowed for the
construction of duplicate filtering beds without in any way
interfering with the present appliances. These filter beds are
shown in our perspective illustration, but they are not yet built
or required.
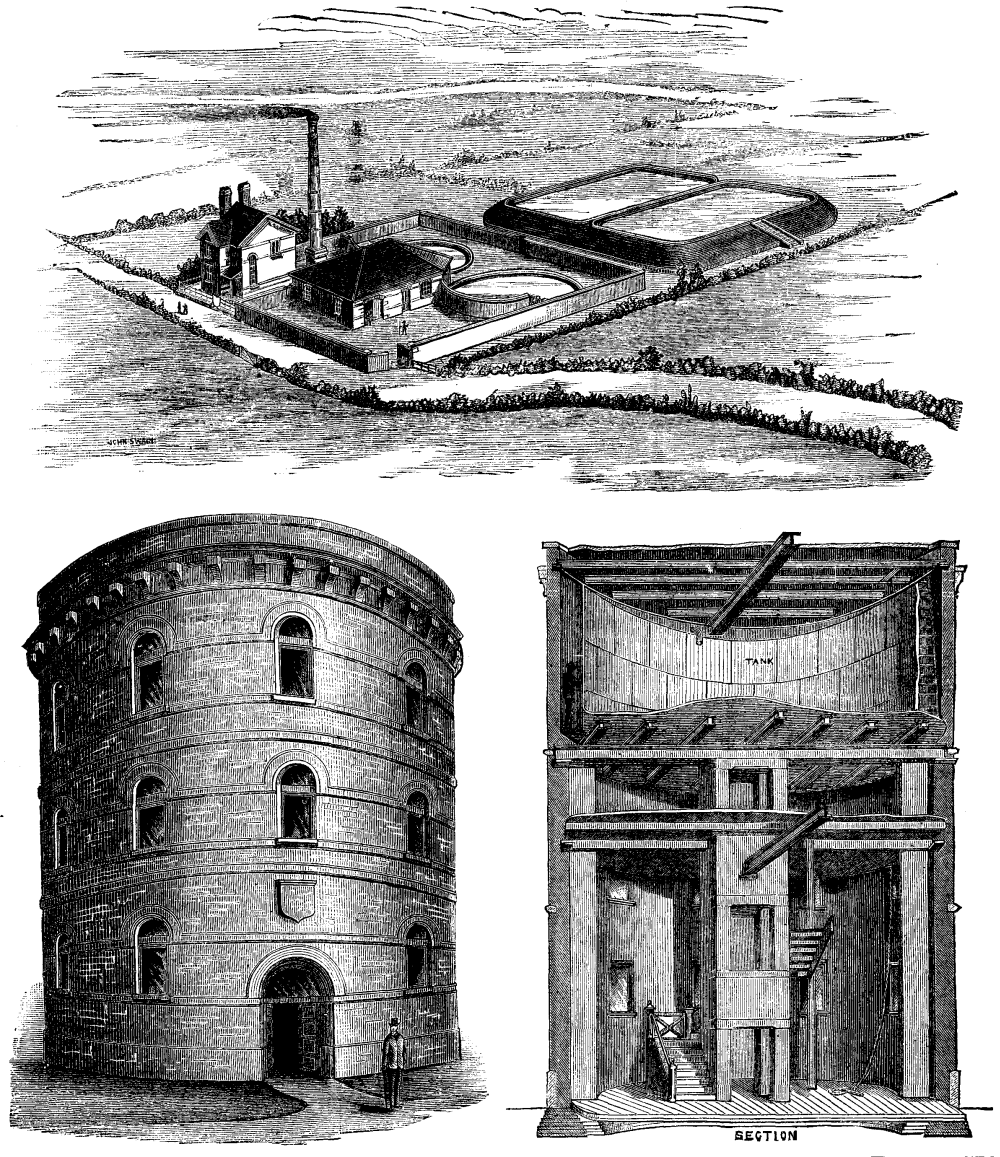
WATER SUPPLY OF SMALL TOWNS–CONGLETON
WATERWORKS.
The waterworks are situated very near the springs, from which
they are only separated by a road, under which the collecting pipes
run. There are two circular collecting tanks of brickwork, two
pumping wells, engine-house, boiler-house, chimney stack, and
engine-driver’s dwelling-house, all inclosed by a wall. On the top
of Crossledge Hill is erected a circular brick water tower 35 ft.
high to the underside of the service tank, which is of cast iron 30
ft. internal diameter, supported on rolled girders. The tank is
capable of containing 50,000 gallons of water, and it is provided
with the usual rising and service mains, overflow and washout
pipes. There is an arrangement for pumping direct into the mains in
case the tank should require cleaning or repairing.
The pumping machinery is in duplicate, and each set consists of
a horizontal condensing engine, with cylinder 18 in. diameter,
stroke 30 in., fitted with Meyer’s expansion gear, governor,
fly-wheel 12 ft. diameter, weighing 4 tons, jet condenser with a
single acting vertical air pump, situated below the engine room
floor, and between the end of the cylinder and the main pump. Each
main pump is 10 in. diameter, horizontal, double-acting, worked by
a prolongation backward of the piston-rod. The valves and seats are
of gun metal, 8½ in. diameter. The capacity is 350 gallons
per minute, raised 206 ft. The air vessel is 21 in. internal
diameter and 6 ft. high, and is fitted with a hand pump for
renewing the supply of air if necessary. The rising main from the
air vessel to the service tank is 9 in. diameter, and 307 yards
long, laid up the steep slope of the hill on which the water tower
is built. The boilers, two in number, are of the ordinary Cornish
single-flued type, 5 ft. diameter by 18 ft. long, with flue 2 ft. 9
in. diameter, with three Galloway tubes. They were made by Messrs.
Hill & Co., of Manchester. The engines and pumps were made by
Mr. Albert Scragg, of Congleton, and the brick, stone, and
builder’s work was executed by Mr. Thomas Kirk. The waterworks were
opened in the autumn of 1881, and since then have constantly
afforded an abundant supply of water. There is also an independent
gravitation system, also arranged by Mr. Blackshaw, for supplying
an outlying part of the town. The cost of the works was exceedingly
moderate, being not more than £12,000, including the water
mains for distribution.
PROCESS FOR SOFTENING HARD WATER.
The available water of many villages and small towns is that of
the chalk beds, but it is invariably very hard, and should be
softened. We have received so many inquiries respecting a simple
means of carrying out Clarke’s water-softening process, that the
following description of a set of apparatus devised for this
purpose by Messrs. Law and Chatterton, MM.I.C.E., may interest many
besides those who contemplate the construction of small waterworks
supplied by the chalk springs.
The apparatus, as made in various sizes by Messrs. Bowes, Scott,
and Read, of Broadway-chambers, Westminster, we illustrate by the
accompanying engravings.
Softening hard water.–The disadvantages attending the
use of hard water either for drinking purposes, steam generation,
lavatory purposes, and for many manufacturing purposes, are well
known, but as there are several methods of softening waters which
are hard in different degrees by different substances, we may be
pardoned if we here reproduce, for the convenience of some of our
readers, a few passages from the sixth report of the River
Pollution Commission, 1874, pages 21 and 201-16, which give some
very valuable information on the relative merits of hard and soft
waters in domestic and trade uses. “Some of the mineral substances
which occur in solution in potable waters communicate to the latter
the quality of hardness. Hard water decomposes soap, and cannot be
efficiently used for washing. The chief hardening ingredients are
salts of lime and magnesia. In the decomposition of soap these
salts form curdy and insoluble compounds containing the fatty acids
of the soap and the lime and magnesia of the salts. So long as this
decomposition goes on the soap is useless as a detergent, and it is
only after all the lime and magnesia salts have been decomposed at
the expense of the soap, that the latter begins to exert a useful
effect. As soon as this is the case, however, the slightest further
addition of soap produces a lather when the water is agitated, but
this lather is again destroyed by the addition of a further
quantity of hard water. Thus the addition of hard water to a
solution of soap, or the converse of this operation, causes the
production of the insoluble curdy matter before mentioned. These
facts render intelligible the process of washing the skin with soap
and hard water. The skin is first wetted with the water and then
soap is applied; the latter decomposes the hardening salts
contained in the small quantity of water with which the skin is
covered, and there is then formed a strong solution of soap which
penetrates into the pores, and now the lather and impurities which
it has imbibed require to be removed from the skin by wiping the
lather off with a towel or by rinsing it away with water. In the
former case the pores of the skin are left filled with soap
solution; in the latter they become clogged with the greasy, curdy
matter which results from the action of the hard water upon the
soap solution which had previously gained possession of the pores
of the cuticle. As the latter process of removing the lather is the
one universally adopted, the operation of washing with soap and
hard water is analogous to that used by the dyer and calico printer
for fixing pigments in calico, woolen, or silk tissues. The pores
of the skin are filled with insoluble greasy and curdy salts of the
fatty acids contained in the soap, and it is only because the
insoluble pigment produced is white, or nearly so, that so
repulsive an operation is tolerated. To those, however, who have
been accustomed to wash in soft water, the abnormal condition of
skin thus induced is for a long time extremely unpleasant.
Of the hardening salts present in potable water, carbonate of
lime is the one most generally met with, and to obtain a numerical
expression for this quality of hardness a sample of water
containing 1 lb. of carbonate of lime, or its equivalent of other
hardening salts, in 100,000 lb.–10,000 gallons–is said to have
1° of hardness. Each degree of hardness indicates the
destruction and waste of 12 lb. of the best hard soap by 10,000
gallons of water when used for washing. Hard water frequently
becomes softer after it has been boiled for some time. When this is
the case, a portion at least of the original hardening effect is
due to the bicarbonate of lime and magnesia. These salts are
decomposed by boiling into free carbonic acid, which escapes as
gas, leaving carbonates of lime and magnesia; the latter being
nearly insoluble in water, ceases to exert more than a very slight
hardening effect, and produces a precipitate. As the hardness
resulting from the carbonates of lime and magnesia is thus
removable by boiling the water, it is designated temporary
hardness, while the hardening effect which is due chiefly to the
sulphates of lime and magnesia, and cannot be got rid of by
boiling, is termed permanent hardness. The total hardness of water
is therefore commonly made up of temporary and permanent hardness.
A constant supply of hot water is now almost a necessity in every
household, but great difficulties are thrown in the way of its
attainment by the supply of hard water to towns forming thick
calcareous crusts in the heating apparatus.
Waters with much temporary hardness are most objectionable in
this respect, and the evil is so great where the heating is
effected in a coil of pipe, as practically to prevent, in towns
with hard water, the use of this most convenient method of heating
water. The property of being softened by boiling which temporarily
hard water possesses is not of much domestic use, for water is, as
a rule, either not raised to a sufficiently high temperature or not
kept at it for a long enough time. Seeing then the disadvantages
attendant on the use of hard water, it remains to be considered how
best to soften it. Four processes are known to the arts. They are:
Distillation, carbonate of soda, boiling, lime. Of these processes
the first and second are the most effective, but owing to their
expense are not applicable on a large scale. The third and fourth
processes are efficient only with certain classes of water,
rendered hard by the presence of the bicarbonate of lime, magnesia,
or iron. The fourth is, however, a very cheap process, and is
easily applicable to the vast volumes of water supplied to large
cities, provided the hardening ingredients are of the character
described.
Softening by distillation.–By evaporation, water is
completely separated from all fixed saline matters, and
consequently from all hardening matters. Distilled water, however,
has a vapid and unpleasant taste, due partly to deficient aeration
and partly to the presence of traces of volatile organic matter;
and though filtration through animal charcoal will remove this, and
the aeration can begin chemically, the process is too expensive,
except in certain cases, as on board ship, or at military or naval
stations where no potable water exists.
Softening by carbonate of soda.–The hardness of water,
as already explained, being principally due to the presence in
solution of bicarbonates and sulphates of lime and magnesia, can be
reduced by addition of carbonate of soda, which decomposes these
salts slowly in cold water but quickly in hot, forming insoluble
compounds of lime and magnesia, which are slowly precipitated as a
fine mud, leaving the water charged, however, with a solution of
bicarbonate and sulphate of soda. This process, on account of
expense, is only applicable on a small scale to the water for
laundry purposes, as the water acquires an unpleasant taste from
the presence of the soda salts. For laundry purposes it is,
however, valuable, as it effects a great saving of soap.
The softening of water by boiling.–That portion of the
hardness of water due to the presence of bicarbonate of lime,
magnesia, or iron, is corrected by boiling the water for half an
hour. During ebullition the bicarbonates, which are soluble, become
carbonates, which are insoluble, giving off their carbonic acid as
gas, rendering–by the precipitate produced, but not allowed in a
boiler time to settle–the water muddy, but incapable of
decomposing soap. To raise the temperature of 1,000 gallons of
water to the boiling point and to maintain it for half an hour
requires the consumption of about 2½ cwt. of coal, or by the
wasteful appliances found in households, probably three times that
amount. Softened by boiling, then, 1,000 gallons of water would
cost about 7s. 6d., while the cost of softening the same amount by
soap is 9s., at £2 6s. 6d. per cwt.
The softening of water by lime.–The economy which
carbonate of soda exhibits in comparison with soap as a softening
material is far surpassed by the use of lime. Lime costs about 8d.
per cwt., and this weight of lime will soften the same volume of
water as would require the use of 20¼ cwt. of soap. From the
above it is evident–so soon as it is conceded that there is an
advantage in using soft water–that the lime process is by far the
most economical. Besides the chemical action affecting the
hardness, it has another most important mechanical action, in
consequence of the weight of each particle composing the
precipitate produced by it. These particles during subsidence
become attached to the almost microscopical organic impurities
present in all river water, and drag them down to the bottom of the
settling tank, whereby the water is rendered, after some eight
hours, clear as crystal. The average cost of the water supplied by
the leading metropolitan water companies is £10 10s.
9¾d. per million gallons. The charge made by the companies
to consumers is about 6d. per 1,000 gallons, or £25 per
million gallons. It has been found that water can on a large scale
be softened from 14° hardness to 5° at a cost of 20s. per
million gallons–that is, 10 per cent. on the cost of the water to
the companies, or 4 per cent. as the price charged to consumers.
This estimate does not take into account the value of the
precipitated chalk, which has a market price, and is used for many
purposes, being, in fact, whiting of the purest quality. The
operations necessary in Clarke’s process are four in number: (1)
The preparation of milk of lime; (2) the preparation of a saturated
solution of lime; (3) the mixture of this solution with the water
to be softened; (4) the classification of the softened water by the
separation of the precipitated substances Messrs. Law and
Chatterton effect these processes by simple mechanical means which
are so far automatic that they only require the presence of a
person, without technical knowledge, once in each twenty-four
hours. No filtering medium whatever is required, which is a great
advantage for the following reasons: (1) Filtering materials
require periodical cleaning and renewal, which not only occasion
much trouble and mess, but are also frequently inefficiently
performed. (2) Experience has shown that the filtering material,
whether cloth, charcoal, or other substance, is extremely liable to
become mouldy or musty, which makes the wafer both unwholesome and
unpalatable. This system is especially adapted for small water
supplies and for use in country houses, there being no operation to
perform requiring either technical, chemical, or mechanical
knowledge, nor producing dust or dirt.
Fig. 1.–LAW AND CHATTERTON’S
WATER-SOFTENING APPARTUS.
The following is a description of this apparatus as fitted at
the Hoo, Luton, Bedfordshire, for the supply of Mr. Gerard Leigh’s
house, grounds, and home farm. The mixing of the lime and the
subsequent stirring of the water is effected by water power
obtained from a turbine. The whole of the apparatus and tanks
occupy a space 60 ft. square, 3,600 ft. area, and soften a daily
supply of 50,000 gallons.
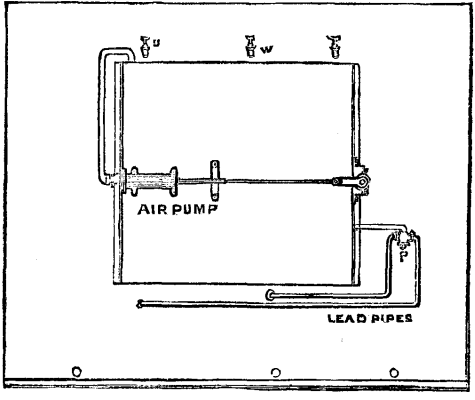
Fig. 2
A pump driven from the turbine forces the water to a reservoir
in the park and on to the house, an ingenious automatic arrangement
worked by the overflow from the cistern throwing the pump out of
gear when the tank is full. A, B, and C. Figs. 1 to 6 herewith, are
three tanks in which the water remains to be softened, each capable
of holding one day’s supply. D and E are two smaller tanks in which
the lime water is prepared; X is the automatic valve apparatus by
which the connections between the several tanks are effected in the
order and at the times required; H and H show the positions in
which two pumps should be placed, the former for pumping unsoftened
water into the tanks, the latter to pump the softened water into
the supply cistern. J is the pipe from the well or other source of
supply–in case the supply is at a higher level, one pump can be
dispensed with. The operation consists in adding to the water to be
softened a certain quantity of lime water, depending upon the
degree of hardness, and in then allowing the mixture to rest in a
state of perfect quiescence until the whole of the lime has been
deposited and the water has become perfectly clear. The tank, A,
has been filled with unsoftened water. Tank B contains the water
and lime in process of clarification by subsidence after mechanical
agitation by the screw. Tank C contains the softened water–and the
precipitate–in process of removal for consumption. The mode of
working is as follows: The milk of lime, prepared by slaking new
lime in a “Michele mixer”–not shown. One of the tanks, D, having
been filled with softened water, run by gravity from one of the
tanks, A, B, or C, the requisite amount of milk of lime is allowed
to flow into it from the lining machine, and the whole having been
thoroughly mixed by the patent agitator, G, is left in a quiescent
state for some hours, when the superabundant lime falls to the
bottom, and the tank contains a perfectly clear and saturated
solution of lime. The requisite quantity of lime water is then
suffered to flow by gravity into whichever of the three tanks is
empty. In the mean while, the softened water is being withdrawn by
pumping or gravitation, as the case may be, from the tank C, until,
upon the water being lowered to within a certain distance of the
bottom, an automatic arrangement shifts the valve, X, so that the
supply then commences from B, the unsoftened water flows into C,
and the water is in process of clarification in A, and thus the
operation proceeds continuously. Where the water can be supplied by
gravitation, and the tanks can be placed at a sufficient elevation
to command the service cistern, no pumps are required, the
softening process, in fact, in no way necessitating pumping. The
space occupied by the whole of the tanks and apparatus is 60 ft.
square, 3,600 ft. area, and softens 50,000 gallons per day. For the
daily softening of quantities less than 1,000 gallons, the tanks
are made of galvanized sheet iron, and the whole apparatus and
tanks are self-contained, so as only to require the making of the
necessary connections with the existing supply and delivery pipes,
and fixing in place. No expensive foundations are required, and the
entire cost of an apparatus–see Figs. 2, 3, 4, 5, and 6–capable
of softening 500 gallons per day is about £75. Annexed is a
more detailed description of the manner of fixing and working the
smaller apparatus.
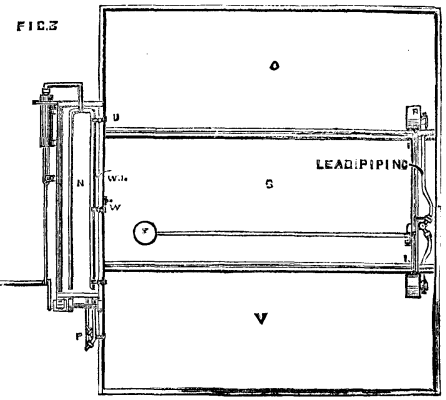
Fig. 3
The tank must, of course, be set up perfectly level. The pipe
from the source of supply–in the present case from the hydraulic
ram–must be attached to the upper three way cock at A, on the
accompanying engravings, and the pipe to supply softened water is
to be connected to the lower three-way cock at B, and should be led
into the elevated cistern with a ball cock so as to keep it always
filled. The three ball cocks in C, D, and E should be adjusted to
allow the tanks to fill to within 3 in. of the top. The nuts at the
upper extremity of the three rods, F, G, and H, should be so
adjusted that when the water in the several tanks has been drawn
down to within 15 in. of the bottom the rocking shaft, I I, is
drawn down and the vertical rod, J, lifted so as to allow the
wheel, K, and spindle, L, to revolve by the action of the weight,
M. The length of the chain is such that when the weight, M, rests
upon the floor the face of the raised rim on the wheel, K, should
not quite touch the rod, J, and if necessary, a thin packing should
be put for the weight to drop upon. The lime to be used should be
pure chalk lime free from clay, mixed with water to a smooth,
creamy consistency, and then poured into the small tank, N. This
tank should then be filled with water to within 3 in. of the top,
and the small air pump worked until the lime has become thoroughly
mixed and diffused throughout the water. Care must be taken that
previous to filling the tank the float, O, is raised up, as shown
by the dotted lines in Fig. 3. After the lime has been thoroughly
mixed it should be left for at least eight hours for the
superabundant lime to subside, leaving the supernatant fluid a
perfectly clear saturated solution of lime. At the end of this time
the float, O, should be lowered, so that it may float upon the lime
water, and the three-way cock, P, should be turned in such a
position as to allow the contents of the tank, N, run into the
tank, Q, until the necessary quantity has been supplied, the mode
of determining which is hereinafter described.
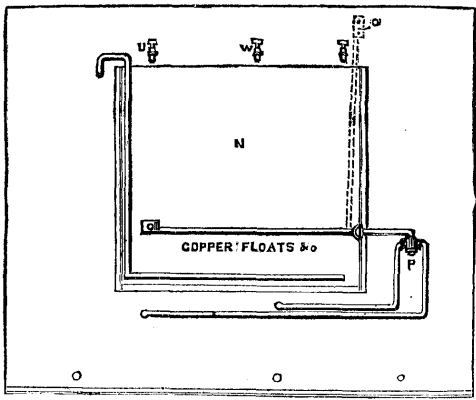
Fig. 4
The spindle, L, should then be turned into the position which
allows the water from the source of supply to be discharged into
the tank, Q, the float, R, having first been raised into the
position shown in Figs. 2 and 5. A second quantity of the lime
should now be added to the tank, N, mixed with water, and after
agitation, another eight hours allowed for the contents of both the
tanks, Q and N, to subside. At the end of this time the three-way
cock, P, should be turned through a third of a circle, so as to
discharge the lime water into the tank, S; and the spindle, L,
should be turned in the contrary direction to the hands of a watch
through the third of a circle, so as to allow the water from the
source of supply to be discharged into the tank, S, care being
taken as before to raise the float, T, out of the water. A third
quantity of lime must be added to the tank, N, and now mixed with
water to be drawn from the tank, Q, by the tap, U, and after
agitation again left for eight hours to subside. The float, R, may
now be lowered into the water in the tank, Q, when it will be found
that the clear softened water contained in the tank, Q, will be
discharged through the pipe attached to the bottom of the three way
tap, B. The weight, M, must now be lifted about 5 in., so as to
allow the ring at the end of the chain to be moved back to the next
stud on the wheel, K. The lime water in the tank, N, must next be
discharged into the tank, V, and then another quantity of lime must
be added to the tank, N, and filled up with softened water from the
tank, S, by means of the tap, W, and after being duly agitated and
left to subside. As soon as the softened water from the tank, Q,
has been drawn down to within 15 in. of the bottom, the rod, H,
will move the rocking shaft, I, and lift the rod, J, so releasing
the wheel, K, and allowing the weight, M, to descend and turn the
spindle, L, and the upper and lower three-way cocks through a third
of a circle; the effect of which movement will be to continue the
supply of softened water from the tank, S, and to fill up the tank,
V, with water from the source of supply.
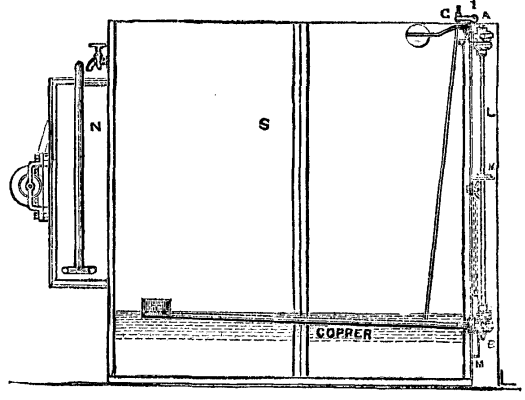
Fig. 5
The apparatus will now be in the condition to afford a regular
supply of softened water; all that will be necessary to insure its
continuous action will be that at certain stated intervals
dependent upon the rapidity with which the water is used–but which
interval should not be less than eight hours–the following things
should be done: (1) The float must be raised out of the tank last
emptied. (2) The float must be lowered into the tank last filled.
(3) The weight, M, must be raised, and the ring of the chain
shifted to the next stud on the wheel, K. (4) The clear lime water
found in the tank, N, must be turned into the tank last emptied.
(5) The requisite quantity of lime must be put into the tank, N.
(6) The requisite quantity of water must be drawn off from the tank
last filled into the tank, N. (7) The contents of tank, N, must be
thoroughly mixed by means of the air pump. The quantity of lime to
be used for each tankful of water must depend upon the hardness of
the water, ¾ oz. being required for each tankful for each
degree of hardness. It is desirable, however, always to have an
excess of lime in the tank, N, so as to insure obtaining a
saturated solution of lime. When first mixed the contents of the
tank, N, will have a creamy appearance, but when the superabundant
lime has subsided the supernatant liquid will be a perfectly clear
saturated solution of lime. Therefore, in the first instance, 3 lb.
of lime should be put into the tank, N, and subsequently each time
such a quantity of lime should be added as is found to be necessary
by the method hereinafter described. The quantity of the saturated
lime water to be run into each of the softening tanks, Q, S, and V,
will depend upon the hardness of the water. For every degree of
temporary hardness a depth of 1-6/10 in. of the contents of the
tank, N, will be required; so that if the water has 14 deg. of
temporary hardness, then 22½ in. in depth of lime water must
be run off into each of the tanks, Q, S, and V. In the first
instance an excess of lime may be used, and the softened water
tested by means of nitrate of silver in the following manner: A
solution of 1 oz. of nitrate of silver in a pint of twice distilled
water should be obtained. Having let two or three drops of this
solution fall on the bottom of a white tea cup, slowly add the
softened water; then if there be any excess of lime, a yellow color
will show itself, and the quantity of lime water used must be
reduced until only the faintest trace of color is
perceptible.–The Engineer.
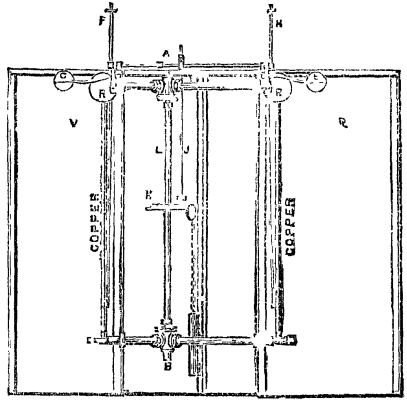
Fig. 6
IMPROVED WATER METER.
We annex illustrations of a meter designed by Mr. A. Schmid, of
Zürich, and which, according to Engineering, is now
considerably used on the Continent, not only for measuring water,
but the sirup in sugar factories, in breweries, etc. It consists of
a cast iron body containing two gun-metal-lined cylinders, and
connected by an intermediate chamber. Round the body are formed two
channels, one for the entrance and the other for the discharge of
the water, etc., to be measured. Within the cylinder are placed two
long pistons, provided with openings in such a way that each piston
serves as a slide valve to the other, the flow being maintained
through the ports in the connecting chamber. The arrangement of
openings in the piston is shown in Figs. 5, 6, 7, and the
intermediate passages in Figs. 1, 2, and 3. To the upper side of
each piston is attached a cross-head working on a disk placed at
each end of a horizontal shaft. To one of the disks is added a
short connecting rod that drives the spindle of a counter.
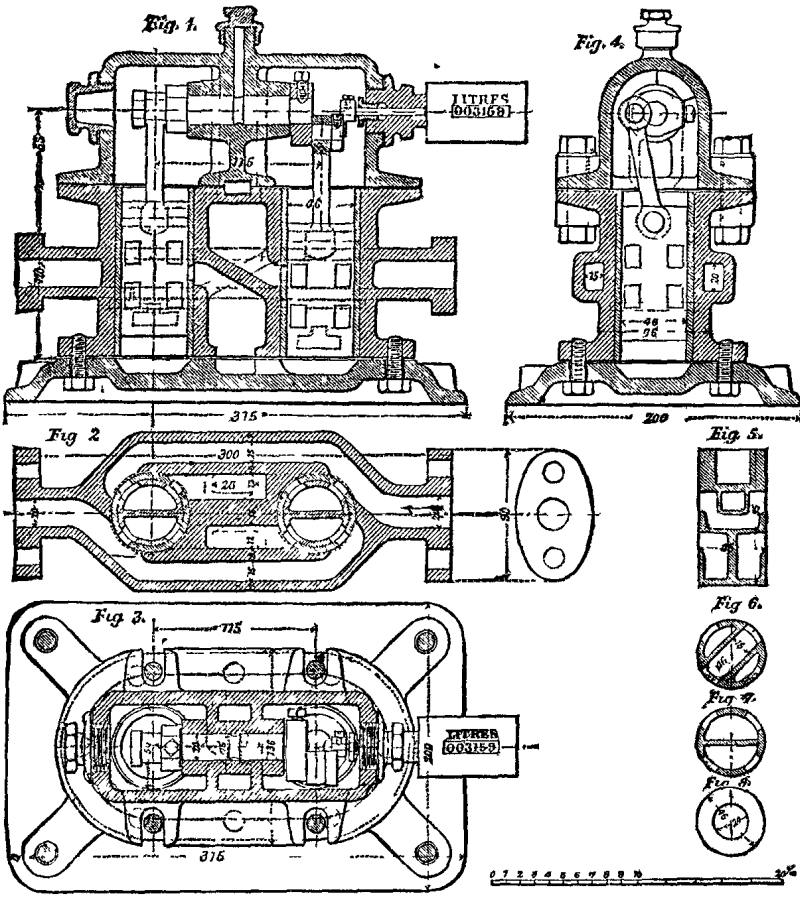
SCHMID’S WATER METER.
WASHING MACHINE FOR WOOL.
The washing machines in use for wool on the rake principle have
during the last few years experienced many improvements in the
details of their arrangement, which we have illustrated at
different times in our columns. The introduction of these
improvements and alterations shows that the washing of wool has
attracted more attention on the part of observant manufacturers and
machine makers, and demonstrated at the same time that the machines
hitherto in use, with all their advantages, left much to be desired
in other respects. The main difficulty with all washing machines
for wool has been the avoidance of felting of the wool, which
tendency is increased by the use of warm water for washing and by
the agitation that some consider necessary for a thorough cleansing
of the wool and removal of the adhering impurities, but which
agitation is deprecated by others.
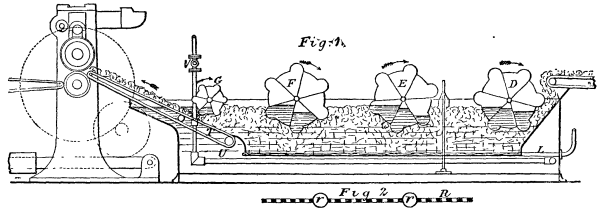
IMPROVED WOOL WASHING MACHINE.
Referring to our different illustrations of improvements in this
direction, our subscribers will observe that the tendency of all
these has been to keep the wool floating in the water, and to apply
all mechanical appliances required for its cleansing and pressing
as much as possible while it is in this suspended condition. The
success which the different appliances and improvements mentioned
by us have had when used for the class of wool for which they are
intended, has induced us to look up any attempts in a similar
direction which have been made on the Continent, where the subject
has attracted attention, as well as with us. We therefore give the
annexed illustration of a machine invented by a German woolen
manufacturer, which in many respects is a wide departure from the
acknowledged type in use in this country. As with the English
machines, the wool enters from a creeper at one end, passes through
a long trough, filled with water or lye, ascends an inclined plane,
and passes out through a pair of squeezing rollers. The invention
mentioned applies to the treatment in the trough which latter is
shown in our illustration at K. It has a second bottom, a little
distance from a false one, at K. The false bottom is traversed in
its whole length by an air pipe, communicating with the atmospheric
air outside the trough. From this longitudinal pipe other pipes
branch off at right angles at stated intervals, as shown in section
in Fig. 2. These smaller pipes contain a number of small
perforations on their upper part, through which the air ascends
into the water in innumerable small bubbles. This is one of the
principal aims of the invention, for in ascending the bubbles lift
the wool more or less to the surface and tend to open it out
without the risk of doing so by any mechanical means liable to
produce felting. This is the same effect that is produced in many
cases so successfully in boiling. Instead of rakes the inventor has
placed four hexagonal drums into the trough, marked D, E, F, G. The
flat parts of these drums are made of perforated metal and set back
a little. This produces an alternate passing of the water into and
out of them during their revolution and consequent sucking and
repulsing of the wool, which also likewise agitates it. These drums
are made wide at the entrance end of the trough and gradually
narrower toward the delivery end. The pipe, V V, is the usual steam
pipe for heating the water.
We have said before that the improvements introduced into the
wool washing machines nearer home have been of advantage for the
wools for which they are intended, and possibly the invention just
described will also be valuable in some cases.–Tex.
Manuf.
INCREASING THE ILLUMINATING POWER OF GASES, ETC.
By V. POPP, of Paris.
This invention relates to lighting by mixing air or other
gaseous supporter of combustion with illuminating or other
hydrocarbon gas or vapor, and burning the mixture (at a suitable
pressure) in a burner of special construction, shown in the
accompanying illustrations.
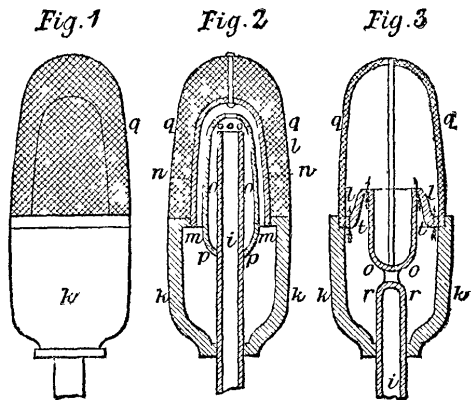
The burner is constructed as shown in Figs 1 and 2. It consists
of a central tube, i, screwing upon the pipe by which the gaseous
mixture is supplied. Upon this tube is screwed a cup, k, of metal
or refractory material which supports a cap, l, of fire-clay in the
shape of a thimble (or of other form, according to the intended use
of the burner). The flanged base of this cap is perforated with a
ring of holes, m, as small and numerous as possible, and the sides
of the cap are pierced with oblique perforations, n. The top of the
tube, i, is provided with four small projections, upon which rests
a copper cone, o, soldered to the tube at a point below the
perforations in the base of the thimble. The cone is perforated at
its lower end with small holes, p, the sum of whose areas is at
least equal to the area of the tube. The thimble, l, is surrounded
by an envelope, q, of platinum wire netting or other refractory
material of the same form. The gaseous mixture arriving by the
pipe, i, escapes at the upper orifices, r, and passes down against
the interior surface of the cone, o, out at the orifices, p, and
escapes through the orifices in the cap, l, at which it is burned.
The cap is thereby raised to a high temperature; and the platinum
wire sheath becoming incandescent radiates the light. The gaseous
mixture, by coming first in contact with the copper cone and then
with the refractory cap, becomes raised to an exceedingly high
temperature before it is consumed.
In the modified burner represented in Fig. 3, the metal cone and
the fire-cap are truncated. The tube, i, is provided with a number
of small perforations, r, at its upper end, the sum of whose areas
is at least equal to the area of the tube, and by which the gaseous
mixture is distributed within the chamber, k. Upon the upper closed
end of the tube is fixed a cup or inverted thimble, o, of
fire-clay. A refractory cone, l, surrounds this cup and rests by
its base upon the cup. This flanged base is perforated with small
vertical holes, m, and upon it is fixed a platinum wire cage or
envelope, q. An annular space is left between the cone and cup for
the passage of the gaseous mixture, which, on escaping from the
orifices, r, passes over the exterior surface of o, the interior of
which is already heated by the flame which has not passed through
the wire gauze, and has been forced by the pressure of the mixture
into the interior of o. The gaseous mixture before passing through
the annular space thus attains such a temperature that on escaping
from the orifice its combustion is greatly promoted.
PREVENTING IRON FROM RUSTING.
In the present state of civilization the use of iron has reached
a very wide extension, and in a great number of cases iron is used
where wood or stone was formerly used. It is certainly an important
question how this metal can be protected under all circumstances
against rust or oxidation, so that the many costly iron structures
may retain their usefulness and strength, and be handed down
uninjured to posterity.
Wherever bright iron comes into contact with air and moisture it
immediately begins to rust, and this rust is not content to
continually rob it of its substance in its persistent progress by
scaling off the surface, but at the same time it injures the
remainder of the iron by making it brittle. Attempts have hitherto
been made to protect the iron by covering it with other and less
easily oxidizable metals. For this purpose tin was first selected,
then lead and zinc, and recently nickel. Furthermore, earthy
glazings and enamels, such as are used on stone ware, have been
applied to iron vessels, and they have already found extensive use
in the household. In most cases these coatings, either metallic or
vitreous, are inapplicable, either because they cannot be applied
or are too expensive, so that on a large scale recourse must be had
to paints made by mixing oils with metallic oxides, earths, etc.,
for protecting the surface of the iron from air and moisture.
It has been observed that iron does not rust in dry air,
not even in dry oxygen. In like manner it frequently happens that
unpainted iron, such as weather vanes, fences, etc., is exposed to
the air for a century with very little injury, being covered with a
thin coating of the magnetic oxide (proto-sesquioxide), which acts
as a protection and prevents farther action. Hence it has been
proposed to produce a layer of this magnetic oxide on the surface
artificially, and it was found that superheated steam furnished the
means for doing this. But it is not to be supposed that such a
process would find use on a large scale, and besides this
protection could only serve for iron tolerably exposed to the open
air and not for that in direct contact with carbonic acid and
water.
An interesting observation has been made on railways that the
iron rails, ties, bolts, etc., rust until the road begins to be
used. Here we must assume that anything made of iron is more
inclined to rust when at rest than if occasionally caused to
vibrate, when an electrical action probably comes into play and
decreases the affinity of iron for oxygen.
In tearing down old masonry iron bonds and clamps are often
found which are as free from rust, so far as they are covered with
mortar, as they were the day they left the blacksmith’s hands. A
French engineer met with such a phenomenon when he uncovered the
anchor plates of several chain bridges which had been built about
thirty years. Where the anchors were covered with the fatty lime
mortar of the masonry they showed no traces of rust, but the
prolongations of the anchors in empty spaces were rusted to such an
extent that they were only one-third of their original
thickness.
It has been repeatedly observed that iron does not rust in water
in which are dissolved small quantities of caustic alkalies or
alkaline earths, which neutralize every trace of acid. It seems
that these experiences are the basis of A. Riegelmann’s (Hanau) new
protection against rust. The paint that he uses contains caustic
alkaline earths (baryta, strontia, etc.), so that the iron is in a
condition similar to the iron anchors of the chain bridges that
were embedded in lime mortar. Although a paint is not thick enough
to inclose so much alkali as the masonry did that the iron was
embedded in, nevertheless the alkaline action will make itself felt
as long as the coating has a certain consistence. Under all
circumstances, however, these new paints will be free from active
acids, which is more than can be said of our iron paints hitherto
in use. Besides this, the rust protector has such a composition
that it could serve its intended purpose without the addition of
any alkali. If experience confirms this claim, it will be an
interesting step forward in the preservation of iron, and
contribute to an extension in the use of iron.–Polytechn.
Notizblatt.
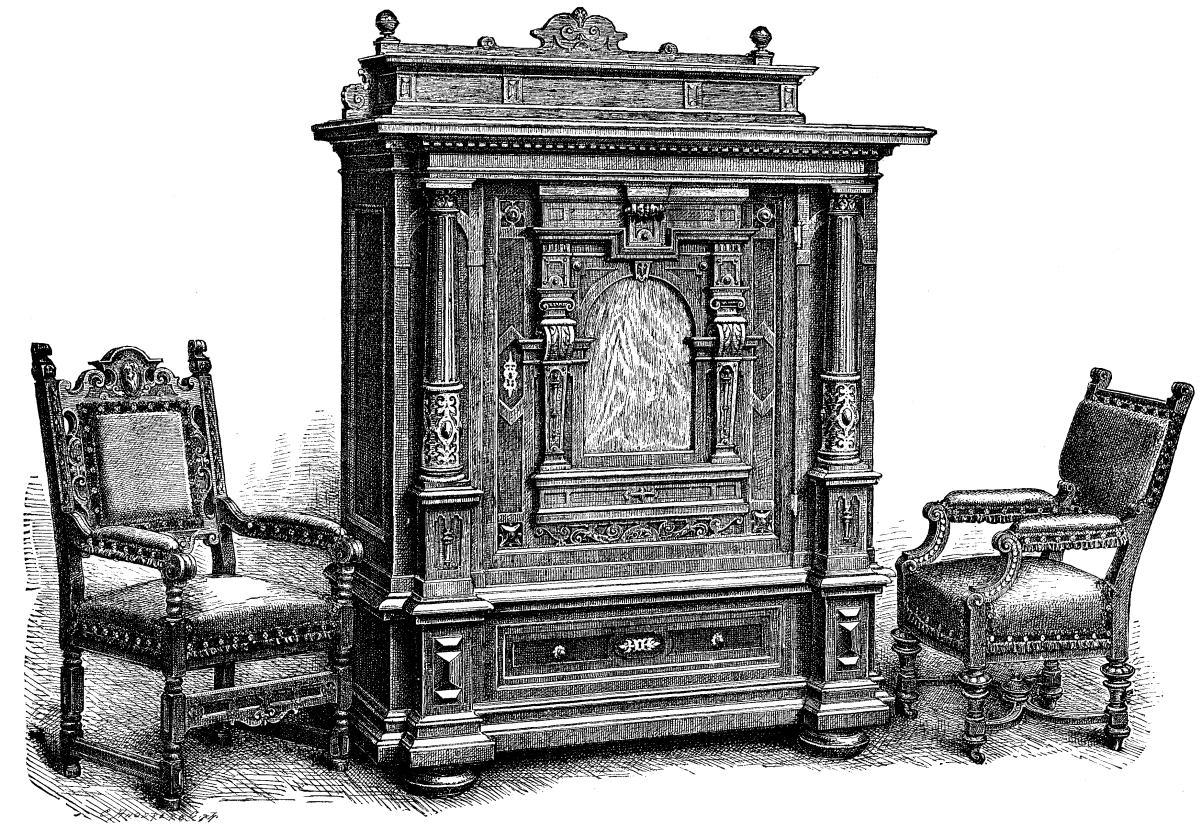
ITALIAN WALNUT WITH DARKER PANELING.–From The Workshop.
AN ELASTIC MASS FOR CONFECTIONERS’ USE.
It should be made in a well glazed earthen crock; metallic
vessels are not good, as the gelatine burns too easily on the
sides, and dries out where it gets too hot. Nor is a water bath to
be recommended for dissolving the gelatine, for the sides get too
hot and dry out the gelatine.
A quart of water is put in the crock and heated to boiling; it
is then taken off the open fire and two pounds of the finest
gelatine stirred in, a little at a time. After the gelatine is
completely dissolved there is to be added eight or ten pounds
(according to the quality of the gelatine) of the finest white
sirup previously warmed, and constantly stirred. The mass must not
boil, as it would easily burn, or turn brown and acquire a bad
color.
Thirty or forty pounds of a beautiful white elastic mass can be
made by this recipe in an hour at a cost of ten or twelve cents.
Its chief use is for making figures and ornaments to put on bridal
cakes and other fanciful productions of the confectioner. It
contains no harmful ingredients and can be eaten without danger. If
coloring is added, cochineal, plant green (chlorophyl), and
turmeric are safer than aniline colors.
CAOUTCHOUC.
A. Levy contributes the following brief account of this subject
to the Moniteur Scientifique:
The crude gum cut in irregular strips is passed five or six
times between two strong rolls sixteen inches in diameter, and
making two or three revolutions per minute. These rolls are kept
wet by water trickling on them. This broad strip of gum is
perforated with foreign substances and looks like a sieve. It is
next put in the cutting machine, a horizontal drum provided with an
axle having knives on it. So much heat is produced by this cutting
that the water would soon boil if it were not renewed. A second
machine of this kind completes the cutting and subdividing, and
expels the air and water from it. The mass is then pressed in round
or quadrangular blocks.
The vulcanization of thin articles from one twenty-fifth to
one-sixteenth inch thick, is done by Parkes’ patented process, that
is, dipping it in carbon disulphide for a short time, to which
chloride or bromide of sulphur has been added, and when the solvent
has evaporated the sulphur remains behind. Balls, ornamental
articles, and surgical apparatus are dipped into melted sulphur at
275° or 300° Fahr.
The third most important process consists in mixing in the
sulphur mechanically with the gum in the cutting machine.
After the pieces have received the form they are to have they
are heated with steam or hot air to 275°. Flat articles are
vulcanized between press plates heated by steam. This vulcanization
is said to have been discovered accidentally by searching different
colored stuffs, some of which were dyed yellow with sulphur; the
latter stood well.
Hard rubber contains more sulphur, and is heated longer and
higher. Small or fine tubes and hose are made by a continuous
machine that presses it through a hole with a core to it. Large
hose is made by wrapping strips around iron rods or tubes. The
little air balloons are made in Paris (their value is $300,000) by
Brissonet from English Mackintosh cloth. Powdered soapstone is
strewed over it in cutting. The edges are united by hammering on a
horn anvil, or by machinery through simple adhesion, and the cut
surfaces are smooth.
PHOTOGRAPHIC ACTION STUDIED SPECTROSCOPICALLY.
At the last meeting of the Chemical Society Captain Abney gave a
lecture on the above subject to a large audience. We may premise by
saying that the demonstrations he gave were carried out principally
by means of experiments on paper, to enable his hearers to
understand the different points he wished to enforce. The lecture
was commenced by insisting on the fact that all photographic action
took place within the molecules of the compound acted upon and not
on the molecule itself, and from this he deduced that the
absorption of radiation which take place by such compounds is
principally caused by the atoms composing the molecule. This was
found to be the case in the organic liquids, which the lecturer to
some extent had investigated, where he had further traced the
absorption to the vibrating atoms of hydrogen in those bodies. In
order to properly investigate the action of light it was necessary
to ascertain which components of light in the spectrum were the
chief agents in causing it, and this led him to consider the means
to be employed to obtain a spectrum.
The effects of diffraction gratings were first discussed, and in
two which were shown it was found that in some spectra the visible
portions were dimmed; in others the ultra-violet and the infra-red
were almost entirely absent. It thus became necessary to
investigate the condition of a grating before placing any
confidence in the results obtained. This was the first pitfall into
which an experimentalist was liable to fall. If prisms were used
for obtaining the spectrum, then precautions had also to be taken,
since all glass absorbed a portion of the ultra-violet rays and
some the infra-red. On the whole, he considered that the best glass
to use was pure white flint glass for the collimator, the prisms,
and the camera lens. Another inquiry that was necessary was the
source of radiation which it was proposed to use. Diagrams showed
the unsatisfactory nature of solar radiation, and a photograph of
the whole spectrum, taken with it under certain atmospheric
conditions in which the effect of the green rays were almost
nil, demonstrated the false conclusions that might be
deduced as to the sensitiveness of any particular compound.
Captain Abney also showed the satisfactory conditions which
existed in using the crater of the positive pole of the electric
arc light as a source, and by diagrams illustrated the inferiority
of an incandescent light for the purpose, owing to the deficiency
of violet and ultra-violet rays. Having thus settled the source of
illumination and the kind of apparatus to employ, he next
considered the conditions under which the sensitive salts were to
be exposed. The action of ordinary sensitizers was explained and
demonstrated by experiments, from which point the results of
certain colored sensitizers were considered. Thus, various aniline
dyes were proved to be bromine absorbents, and likewise, more or
less, to be capable of being acted upon by light in those regions
of the spectrum they absorbed. The result of the two effects was to
produce a developable image of the spectrum just in those parts to
which the salt of silver was sensitive, and also in the parts where
the dye itself was acted upon. The latter effect was traced to the
organic matter being oxidized in the presence of the sensitive
silver salt.
The sensitizing effect of one silver compound upon another was
then gone into, and experiments and photographs showed where two
salts of silver were in contact with one another, and without an
energetic sensitizer being at hand, that the one when acted upon by
light absorbed the halogen liberated from the other through the
same cause and that a new molecule was formed. This was of
importance, since in photographic spectroscopic researches a
conclusion might be arrived at that a body suffered absorption in
those regions of the spectrum where this interesting reaction took
place, whereas in reality the phenomenon might be due to the silver
salts employed. This was another pitfall for the unwary. Again, it
became necessary in studying photographic action to make sure that
the effect of radiation was only a reducing action, and that the
results were not vitiated by some other action.
The destruction by oxidizing agents of the effect produced by
light was then experimentally demonstrated, and photographs of the
spectrum showed that this effect was increased by the action of
light itself. Thus, when immersing a plate sensitive to all
radiations, visible and invisible, in a very dilute solution of
nitric acid, bichromate of potash, or hydroxyl, it was shown that
if the plate were exposed to light, first the parts acted upon by
the red rays were reduced before the parts not acted upon at all by
the spectrum, thus conclusively proving that light itself helped
forward the oxidation or so-called solarization of the image. It
thus became a struggle, under ordinary circumstances, between the
reducing action on the normal salt and the oxidizing action on the
altered salt as to which should gain the mastery. If the reducing
action of any particular ray were the most active, then a negative
image resulted, whereas if the oxidizing action were in the
ascendant, a positive image resulted. Thus, in determining the
action of light on a particular salt, this antagonism had to be
taken into account, and exposure made with such precautions that no
oxidizing action could occur, as would be the case if an inorganic
sensitizer, such as sulphite of soda, were used.
The reversal of the image by soluble haloid salts, such as
bromide of potassium, was then dwelt upon with experimental
demonstration. It was shown that the merest trace of soluble haloid
would reverse an image by the extraction of bromine from it, and
the fact that the most refrangible part of the spectrum was
principally efficacious in completing this action showed how
necessary it was to avoid falling into error when analyzing
photographic action by the spectroscope. A reference was next made
to gelatine plates, in which, owing to their preparation, reversal
through the above cause was most likely to take place, and a plate
soaked in sulphite of soda and exposed in the camera for a couple
of minutes–a time largely in excess of that necessary to give a
reversal under ordinary circumstances–proved the efficacy of the
oxygen absorber, the image remaining in its normal condition after
development.
The lecturer closed his remarks by showing the different
molecular states of iodide, bromide, and chloride of silver, as
produced by different modes of preparation. The color of the film
by transmitted light in every case indicated the effect which was
likely to be produced on them, and the photographed spectrum in
each of them showed the remarkable differences that were found. The
points raised by Captain Abney at different times are well worthy
the study of scientific photographers, since strict attention to
the modes of exposure to the spectrum, to the instruments employed,
and to the source of light used can alone insure accuracy in
comparative experiments.–Br. Jour. of Photo.
SALT AND LIME.
M.F.K. communicates the following interesting circumstance to
Neueste Erfindung.: A few years ago it was decided to
whitewash the walls and ceiling of a small cellar to make it
lighter. For this purpose a suitable quantity of lime was slaked. A
workman who had to carry a vessel of common salt for some other
purpose stumbled over the lime cask and spilled some of his salt
into it. To conceal all traces of his mishap he stirred in the salt
as quickly as possible. The circumstance came to my knowledge
afterward, and this unintentional addition of salt to the lime
excited my liveliest curiosity, for the whitewash was not only
blameless, but hard as cement, and would not wash off.
After this experience I employed a mixture of milk of lime and
salt (about three parts of stone lime to one part of salt), for a
court or light well. To save the trouble and expense of a scaffold
to work on, I had it applied with a hand fire engine (garden
syringe?) to the opposite walls. The results were most
satisfactory. For four years the weather has had no effect upon it,
and I have obtained a good and cheap means of lighting the court in
this way.
RENEWING PAINT WITHOUT BURNING.
It is stated in the Gewerbeblatte fur Hessen that paint
can be renewed and refreshed in the following manner:
When cracks and checks appear in the paint on wooden articles,
this usually indicates that the varnish has cracked. If this is the
case, the article can easily be prepared for a fresh coat by
sponging it over with strong ammonia water, and two or three
minutes later scraping off the varnish with the broad end of a
spatula before the ammonia has dried up.
In this way the first coat is removed. If it is necessary to
remove the next coating, the same operation is repeated. After the
last coat has been scraped off that is to be removed, it must be
washed with sufficient water to render the ammonia inactive, and
then the surface is rubbed with pulverized pumice to make it
smooth. Any desired paint or varnish can be applied to a surface
prepared in this way.
TESTING OLIVE OIL.
By DR. O. BACH.
There is no department in analytical chemistry in which so
little success has been attained as in the testing of commercial
fats and oils. All methods that have been proposed for
distinguishing and recognizing the separate oils, alone or mixed,
bear upon them the stamp of uncertainty.
The facts observed by J. Koenig, and described by him in his
excellent book entitled “Die Menschlichen Nahrungs und
Genussmittel” (p. 248), excited great expectations; viz., that
the quantity of glycerine in vegetable fats was much less than the
amount required to combine with all the fatty acids, and that the
quantity of oleic acid in the oils that he examined exhibited
essential differences. Koenig himself asserts that the fats have
hitherto been too little investigated to found upon it a method for
distinguishing them, but that nevertheless it may possibly do good
service in some cases.
My own estimation of the amount of glycerine in different olive
oils, by Koenig’s method, has shown, unfortunately, that the
percentage may vary from 1.6 to 4.68, according to the origin and
quality of the oil. In like manner the estimation of the oleic
acid, which was conducted essentially in the manner proposed by
Koenig, showed that the amount of oleic acid in different olive
oils varied from 45 to 54 per cent. But since cotton seed oil, for
example, which is most frequently used to adulterate olive oil,
contains 5 per cent. of glycerine, and 59.5 per cent. of oleic
acid, it is easy to see an admixture of cotton seed oil cannot be
detected by this method, which appeared to be so exact.
The method of analysis that I am about to describe is based
chiefly upon the determination of the melting point of the fatty
acids contained in the oils, and upon their solubility in a mixture
of alcohol and acetic acid.
The oils employed in adulterating olive oil, and to which regard
must be had in testing it, are the following: Cotton seed oil,
sesame, peanut, sun flower, rape, and castor oils. The tests for
the two last named have hitherto never presented any difficulty, as
rape seed is easily detected, owing to the sulphur in it, by
saponifying it in a silver dish, and castor oil by its solubility
in alcohol. But in recent times another product has come into the
market called sulphur oil or pulpa oil, obtained by extracting the
pressed olive cake with sulphide of carbon. This also gives a
sulphur reaction when saponified, while it resembles castor oil by
its solubility in alcohol. When this oil is mixed with ordinary
olive oil, it can easily deceive any one who uses the ordinary
tests.
My method of testing olive oil is as follows:
First, the so-called elaidine test is made, and then the test
with nitric acid. About 5 c. c. (a teaspoonful) of the oil is mixed
in a test tube with its own volume of nitric acid, spec. gr. 1.30,
and shaken violently for one minute. At the expiration of this time
the oils will have acquired the following colors: Olive oil, pale
green; cotton seed oil, yellowish brown; sesame, white; sun flower,
dirty white; peanut, rape, and castor oils, pale pink or rose.
As soon as the color has been observed, the test glass is put in
a water bath at the full boiling temperature and left there five
minutes. It was found that the action of nitric acid upon cotton
seed and sesame oil was the most violent, sometimes so violent as
to throw the oil out of the glass. At the end of another five
minutes after the test tube is taken out of the water bath, the
following colors are seen: olive and rape oils are red; castor oil
is golden yellow; sun flower oil, reddish yellow; sesame and
peanut, brownish yellow; cotton seed, reddish brown.
After standing 12 to 18 hours at about 60° Fahr. the olive,
rape, and peanut oils will have solidified; sun flower, castor, and
cotton seed will be like salve (sticky), while sesame will remain
perfectly liquid. Mixtures of olive oil with small quantities of
cotton seed or sesame are distinguished by this
characteristic–that, although the whole mass, which is darker in
color than olive oil, solidifies at first, at the end of 24 or 36
hours a brown oil will be found floating upon the surface of the
solid mass, while the lower strata exhibit the yellow color of pure
olive oil. Oil of rosemary has no effect when shaken with cold
nitric acid, and imparts to it only a slightly darker color on
heating. Oils treated with lye act just like pure oils.
Far the purpose of determining the melting point of the fatty
acids, 10 grammes of oil were saponified with 5 grammes of caustic
potash on the water bath; some water and alcohol being added. After
all the alcohol had been expelled the soap was dissolved in hot
water, and the fatty acids separated from the clear solution by
adding hydrochloric acid. After prolonged heating these acids will
swim on the salt solution as a perfectly clear oil, a portion of
which is then put into a little, narrow, thin walled tube and
allowed to solidify. The point at with it melts and solidifies is
determined by putting this tube in a beaker glass filled with water
and warming with a small flame. A thermometer is placed in
the fatty acids and moved gently about during the observation, and
the point accurately observed at which the whole mass becomes
perfectly clear, and also when the mercury bulb begins to be
clouded. It was found that the acids from pure olive oil melt
between 26½ and 28½° C. (= 80° to 83°
Fahr.) and solidify at a point not lower than 22° C. (72°
Fahr.). The melting point of the fatty acids in the oils used to
adulterate olive oil differs considerably from this. The melting
and solidifying points of the acids in cotton seed, sesame, and
peanut oils lie considerably higher, those of sunflower, rape, and
castor oils decidedly lower than those of olive oil.
The melting and solidifying points of these acids are as
follows:
The above figures differ so much from those of olive oil, that
adulteratious carried to the extent that they are in trade can
easily be detected by the aid of an estimation of the melting
point, for a Gallipoli olive oil, mixed with 20 per cent. of
sunflower oil, melted at 24° C. and solidified at 18° C.
(of course, the fatty acids are meant). A Nizza oil, mixed with 20
per cent. cotton seed oil, melted at 31½° C. and
solidified at 28° C. A Gallipoli oil with 33-1/3 per cent. of
rape oil melted at 23½° C. and solidified at
16½° C. When 0.50 per cent. of rape is added, it melts
as low as 20° and solidifies at 13½° C., etc.
In testing the solubility of the fatty acids in alcohol and
acetic acid, I employ the method proposed by David (in Comptes
Rendus, 1878, p. 1416) for estimating stearic acid.
It depends upon the principle that when acetic acid is poured
drop by drop into an alcoholic solution of oleic acid, there comes
a time when all the oleic acid separates, but stearic acid, which
is insoluble in a mixture of alcohol and acetic acid, remains
insoluble if the mixture contains oleic acid.
The following manipulations are adopted in testing olive oil:
Equal parts of glacial acetic acid and water are mixed in a bottle.
Then 1 c.c. of pure oleic acid, 3 c.c. of 95 per cent. alcohol, and
2 c.c. of acetic acid are put in a small tube graduated in tenths
of cubic centimeters. The solution should remain clear; on adding
another one-tenth c.c. of acetic acid it becomes turbid, and when 1
c.c. of oleic acid (or at first even more) floats on the mixture of
acid and alcohol, the liquid is ready for use. If this is not the
case, the proportions (of acetic acid and alcohol?) must be varied
until the addition of one-tenth c.c. of the former will cause all
the oleic acid to separate. The proportions having been ascertained
from these preliminary experiments, the alcohol and acid are then
mixed accordingly, e.g., 300 of alcohol to 225 of acid. One or two
grammes of stearic acid are added to the alcoholic acetic acid, and
the clear supernatant liquid used for the experiments.
One cubic centimeter of the oil (acids) to be tested is put in
the tube, and 15 c.c. of alcoholic acetic acid added, well shaken,
and the whole left to stand quietly at 15° C. (60° Fahr).
If the olive oil is pure, the acids dissolve to a clear solution
that remains so. Cotton seed oil is insoluble, and the solution
obtained by heating the solution solidifies at 60° Fahr. to a
white jelly. Sesame and peanut oil react in a similar manner.
Sunflower oil dissolves, but at 60° a granular precipitate
falls. Rape oil is entirely insoluble and floats like oil on the
surface. Castor oil on the contrary dissolves completely, just like
olive oil, and hence cannot be detected therein by this method. To
detect this oil we must take the melting point of the acids along
with the solubility of the oil itself in alcohol.
Olive oil when mixed with 25 per cent. of cotton seed oil yields
a granular precipitate, and so does 25 per cent. of sesame. Smaller
quantities cannot be detected by these methods. For rape oil the
limit is 50 per cent., and in smaller quantities the oil does not
collect on the alcoholic solution. The decided lowering of the
melting point of the fatty acids in combination with the sulphur
reaction, and the insolubility of the oil in alcohol, also furnish
a method of detecting when present in smaller quantities in olive
oil.
Although I am well aware that I am making public a research that
is by no means free from objections, I nevertheless believe that it
may be of use to those who have to undertake the ticklish and
intricate analyses of commercial fats.–Translated from the
Chemiker Zeitung, p. 355.
Leipsic, Jan., 1883.
ON THE THEORY OF THE FORMATION OF COMPOUND ETHERS.
In a note presented to the Industrial Society of Mulhouse, A.
Pabst discusses the different stages in the formation of compound
ethers, as Williamson has explained the production of ordinary
ethers by the action of sulphuric acid upon alcohol. Pabst has
observed that the compound ethers are formed in an analogous
manner. If alcohol, sulphuric acid, and acetic acid are heated
together, acetic ether, we know, is formed.
Pabst has shown that it takes place in three stages. In the
first stage, ethyl sulphuric acid and water are formed; in the
second, acetate of ethyl with the reproduction of sulphuric acid,
which again converts a fresh quantity of alcohol into ethyl
sulphuric acid.
(1) C2H5OH+HO,SO2OH =
C2H5O,SO2OH+H2O.
(Alcohol.) (Sulphuric acid.) (Ethyl sulphuric acid.)
(2)
C2H5O,SO2OH+C2H3O,OH
=
(Ethyl sulphuric acid.) (Acetic acid.)
C2H5O,C2H3O+HO,SO2HO.
(Acetate of ethyl.) (Sulphuric acid.)
Pabst proved this by letting methyl sulphuric acid act upon a
mixture of acetic acid and ethyl alcohol. He obtained by this
process acetate of methyl and ethyl sulphuric acid. By the
continued action of ethyl alcohol and acetic acid upon this
mixture, of course, acetate of ethyl was formed. At the conclusion
of the operation there was no longer any methyl sulphuric acid
present in the liquid.
In the course of his investigations, Pabst was led to a very
practical method for preparing acetate of methyl, which consists in
heating ethyl sulphuric acid to 135° or 140° C, and
allowing a mixture of equal molecules of strong alcohol and acetic
acid to flow into it.
The details of his experiments and the method of purification
will be published by the society.
A GREEN OR GOLDEN COLOR FOR ALL KINDS OF BRASS.
By E. PULCHER.
The French brass castings and articles of sheet brass are made
of cheap, light colored brass, and possess a fine golden color
which is not produced by gold varnish, but by a coating of copper.
This gives them a finer appearance, so that they sell better.
This golden color can be easily produced at very little expense
and with but little trouble by the following process. Fifty grammes
of caustic soda and 40 grammes of milk sugar are dissolved in a
liter of water and boiled for a quarter of an hour. The solution is
clear as water at first, but acquires a dark yellow color. The
vessel is next taken from the fire, placed on a wooden support, and
40 grammes of a cold concentrated solution of blue vitriol stirred
in. A red precipitate of suboxide of copper is at once formed, and
by the time the mixture cools to 167° Fahr., the precipitate
will have settled.
A suitable wooden sieve is placed in the vessel, and on this the
polished articles are laid. In about one minute the sieve is lifted
up to see how far the operation has gone, and at the end of the
second minute the golden color is dark enough.
The sieve and articles are now taken out, and the latter are
washed and then dried in sawdust. If the brass is left longer in
the copper solution, in a short time a fine green luster is
produced, becoming yellow at first and then bluish green. After it
turns green, then the well-known iridescent colors finally appear.
To obtain uniform colors it is necessary that they be produced
slowly, which is attained at temperatures between 135° and
170° Fahr.
The copper bath can be used repeatedly and can be kept a long
time if bottled up tightly without change. After it is exhausted it
can be renewed by adding 10 grammes of caustic soda, replacing the
water that has evaporated, heating to boiling, and adding 25
grammes of a cold solution of blue vitriol.
Similar operations with other well known reducing agents, such
as tartrate of soda, glycerine, etc., do not give such good colors,
because they do not precipitate the copper solution so rapidly and
at so low a temperature.
If the rinsed and pickled brasses are dipped for five minutes in
a three per cent. neutral solution of cocoa nut oil soap, and then
washed with water again before they dry, the coating gains in
permanence.
Brass articles that have to be cleaned frequently should be
covered with oil of turpentine, or thin English copal
varnish.–Neueste Erfind.
VINEGAR.
Hermann Kratzer, of Leipsic, communicates the following
practical information on the clarification and purification of
vinegar to the Neueste Erfindungen und Erfahrungen:
If vinegar has an unpleasant odor, which is rarer now that the
vinegar manufacture has reached such a state of perfection, it may
be removed as follows: Well burned and finely pulverized wood
charcoal is put into the bottles containing the vinegar, the
proportions being 8 grammes of charcoal to a liter of vinegar, or
one ounce to the gallon. It is shaken several times very
thoroughly, then left standing three or four days, and the vinegar
filtered through a linen cloth. Vinegar treated in this manner will
be found to have completely lost its unpleasant odor.
I have found that when I used blood charcoal or bone coal in
place of wood coal it was still more efficient; but it must be
mentioned that when they are used they must be purified as follows
before using: Charcoal from blood contains potash and hence it is
necessary to wash it with distilled water and dry it before using
it. Bone coal (also called bone black, animal charcoal, etc.)
contains on an average 10 per cent. of nitrogenous and hydrogenated
carbon, 8 per cent. of carbonate of lime, 78 per cent. of phosphate
of lime, besides phosphate of magnesia, sulphate of lime, soluble
salts, etc. Before using, it should be treated with dilute
hydrochloric acid until it does not effervesce any more. The bone
coal is then left to stand for 24 or 30 hours and at the end of
this time is washed with distilled water until the wash water no
longer reddens a blue piece of litmus paper, i.e., until every
trace of hydrochloric acid has been removed from the bone coal.
Wood charcoal may be treated in like manner. When this coal is
perfectly dry it is employed in the same proportions as the other,
8 to 1,000, the operation being exactly the same.
He turns next to the clarification of the vinegar.
It happens everywhere that vinegar instead of being clear is
sometimes turbid. This is due to particles of yeast dissolved in
the vinegar that have not yet settled. To remove this kind of
turbidity it is customary to use oak or beech shavings that have
been washed in hot water and then dried. These shavings, which must
be very long and extremely thin, are put in a barrel with a second
and perforated bottom, to a depth of 12 to 34 inches. The vinegar
that runs through them deposits its slimy constituents on the
shavings and becomes perfectly clear, and presents to the eye a
pleasing appearance.
To this generally known method I would add a few more:
1. I take a ½ kilo of well pulverized animal
charcoal (black burned bones) to 7/8 of a hectoliter of vinegar
(1 lb. to 20 gallons), and stir it well with a wooden rod; or, if
the vinegar is in bottles, I shake it a long time after putting the
animal charcoal in the bottle, and repeat it several times. After
three or four days I finally filter the vinegar through linen, when
the filtrate will exhibit the desired clearness.
2. The best way to clarify vinegar is with isinglass. It
is first broken up, then swelled for a day in vinegar (17 or 18
grammes to the liter), then 2 liters of vinegar are added and the
mass boiled until the isinglass is completely dissolved. Such a
solution as this (½ ounce to 3 quarts) is mixed with
10¼ hectoliters (250 gallons) of turbid vinegar and well
stirred through it. After the expiration of five or six weeks
vinegar treated in this way has a beautifully clear appearance.
3. Albumen can likewise be used to clarify it. The
vinegar is boiled with the albumen until the latter is completely
coagulated, and then the vinegar is filtered.
4. And finally milk may be employed. For this purpose the
milk is skimmed, and 1 quart of milk added for every 68 quarts of
vinegar, the mixture well stirred and shaken. After the caseous
portion has coagulated (curdled) it is filtered as before, and in
this case, too, the product is a fine, clear vinegar.
We believe that these few experiments, so easily performed, and
at so small an expense, will prove useful to our readers in
enabling them to put their product in the market in an excellent
condition and nicely clarified.
THE ALIZARINE INDUSTRY.
At a recent meeting of the Manchester section of the Society of
Chemical Industry, Mr. Ivan Levinstein described the history and
progress of the manufacture of alizarine, from which are produced
fast red, purple, brown, and black dyes. He said alizarine was,
until very recently, made only from the root of the madder plant,
of which the yearly crop was 70,000 tons, and represented an annual
value of £3,150,000, of which the United Kingdom consumed
23,000 tons, representing a value of nearly £1,000,000.
Madder is now no longer grown for this purpose. The German
chemists found that alizarine produced from madder in undergoing
certain treatment gave a substance identical with anthracine, one
of the constituents of coal tar, and in 1869 the same chemists
announced to the world that they had accomplished the synthesis of
alizarine from anthracine. The effect of this discovery was to
throw madder out of cultivation.
Mr. Perkin, an English chemist, and Messrs. Graebe and
Liebermann, German chemists, almost simultaneously applied for
patents in 1869, in England, and as their methods were nearly
identical they arranged priorities by the exchanging of licenses.
The German license became the property of the Badische Aniline
Company, and the English license became the property of the
predecessors of the North British Alizarine Company. These patents
expire in about two months, and the lecturer explained that an
attempt made by the German manufacturers to further monopolize this
industry (even after the expiry of the patent) proved abortive. He
also stated that alizarine, 20 per cent. quality, is sold to-day at
2s 6d. per lb., but that if the price were reduced by one-half
there will still be a handsome profit to makers, and that the
United Kingdom is the largest consumer, absorbing one-third of the
entire production, and that England possesses advantages over all
other countries for manufacturing alizarine–first, by having a
splendid supply of the raw material, anthracine; secondly, cheaper
caustic soda in England than in Germany by fully £4 per ton;
thirdly, cheaper fuel; fourthly, large consumption at our own
doors; and, fifthly, special facilities for exporting.
The advantages derived from the development of the alizarine
manufacture here, it was stated, will benefit other collateral
industries, such as manufacture of soda, of ordinary sulphuric
acid, bichromatic, and chlorate of potash, articles used in this
manufacture. The lecturer considered that the difficulties
attending the manufacture of alizarine were now overcome, and with
sufficient capital and competent chemists English manufacturers
must be successful.
He then proceeded to explain the source from which nearly all
the artificial coloring matters are derived, viz., gas tar; showing
the principal products of this wonderful, complex mixture, of which
one is anthracine. Alizarine manufacturers originally found
scarcity of anthracine; at present the supply is in excess of the
demand, and the price during the last 18 months has fallen from 3s.
6d. to 1s. per unit, and the probabilities are that the supply will
increase. The quantity of gas tar now obtained the lecturer
estimated at 500,000 tons per annum, and the coal carbonized for
gas making, 10,000,000 tons. This quantity of tar suffices to
produce 9,000 tons of 20 per cent. alizarine.
The lecturer then reviewed, in case of an increased demand for
anthracine, the probable new sources of obtaining increased
supplies of coal tar: (1) The destructive distillation of
petroleum; (2) coke ovens and blast furnaces; (8) the carbonization
of coal for general manufacturing purposes, using the coal and gas
as fuel, and giving tar, benzine, and ammonia as residues; and (4)
distillation of coal with the object of obtaining the principal
products, tar and benzine, and as the residual product, gas. This
part of the lecture was important to dyers and printers, the
lecturer showing also, in a very interesting way, in what manner
manufacturers may very considerably economize their consumption of
coal.
The lecturer explained that while from one ton of coal there was
obtained on an average about 17 oz. of benzine, by the new method
about thirty times that amount can be got from the same quantity of
coal. He also considered in great detail the different processes of
the carbonization of coal, and of increasing the production of the
different important residual products of gas tar, and also the best
method of extracting the benzine. He showed samples of benzine
which he produced from gas obtained at the Rochdale Road Gasworks,
and, further, nitro-benzine, aniline, and coloring matters, which
he had made from this gas benzine.
The lecturer also discussed the effect of the probable increased
production of tar, ammonia, benzine, etc., as affecting gas
companies, and said it was anticipated they either would raise the
price of gas or change the present system of manufacture, which he
considered probable. The enormous increase in the production of
ammonia, of which the larger portion at present, as sulphate of
ammonia, was used as a fertilizer, would no doubt considerably
reduce its value. It might even replace soda for many purposes, and
thus react on our alizarine industry.
He then proceeded to consider the manufacture of alizarine
purpurine, and divided its manufacture into four stages: 1, the
purification of crude anthracine; 2, the conversion of the purified
anthracine into anthraquinone; and 3, the production of sulpho acid
of anthraquinone and the conversion of this sulpho-acid into
alizarine and purpurine. This part of the lecture comprised a
detailed explanation of the various kinds of apparatus required, to
be used which were beautifully got up, complete working models
having been prepared for the occasion. The lecturer was of opinion
that large consumers would be benefited if makers would offer for
sale only three distinct coloring matters–iso or anthrapurpurine,
and flavo-purpurine, leaving it to the dyers and printers to
produce for themselves the intermediate shades by mixing the three
colors; and he showed that by reason of the fastness of the shades
produced by these coloring agents varying considerably, the blue
shade (alizarine) being much faster then the orange shade
(flavo-purpurine), consumers were in many instances losers by using
mixtures of alizarine and flavo-purpurine.
In the course of the lecture many interesting specimens of
various products were produced and dilated upon, the lecturer fully
describing the process of purifying the crude anthracine and of the
conversion of the purified anthracine into anthraquinone.
THE PRESERVATION OF MEAT BY CARBONIC ACID.
Since 1874, when Professor Kolbe, of Leipsic, first published
his results on the antiseptic action of salicylic acid, he has made
many efforts to apply this acid to the preservation of meat, but he
has invariably found that after the lapse of a few days an
unpleasant flavor has been developed, which is not that of
putridity. If putrid changes be noticed, it is a sign that
salicylic acid is in insufficient quantity, for where it has turned
putrid the meat is found to be no longer acid, but alkaline. This
leads to the assumption that meat is protected from change by
acids, even by gases of that kind; and in fact it was noticed that
beef–from 2 to 5 kilos. being taken–when placed in an earthen
vessel and loosely covered with a wooden cover, was long preserved
from putridity if the bottom of the vessel contained some
hydrochloric acid, nitric acid, or aqueous sulphurous acid. The
meat, however, no longer had the taste of fresh meat, but of such
as had long lain in ice. Experiments were therefore made with
carbonic acid, and these proved highly successful. The meat was
placed in a cylinder of metal plate, and suspended from a rod which
crossed the upper part and the lower part. A small tube serves to
admit a current of carbonic acid from a Kipp’s apparatus. The lid,
which rested in a circular trough of glycerine, was traversed by a
similar tube in its center, and both tubes could be closed with
India-rubber tubing and screw taps as soon as sufficient carbonic
acid gas had traversed the apparatus. At the end of seven,
fourteen, and twenty-one days it was found that the meat was still
quite good, and the soup prepared from it was in every respect
excellent. At the end of the fourth or fifth week the meat thus
preserved in the gas was still quite free from all putridity; but
the broth prepared from it no longer tasted so well as fresh
bouillon. The experiments were not extended over a longer time.
Carbonic acid is thus shown to be an excellent means of preserving
beef from putridity and of causing it to retain its good taste for
several weeks. Mutton does not preserve so well. In eight days it
had become putrid; and veal is by no means so well preserved as
beef. The comportment of beef in an atmosphere of carbonic acid, to
which carbonic oxide has been added, is curious. A number of
cylinders were filled in the usual way with such a mixture and
opened at the end of two or three weeks; in each case the flesh had
the smell and taste of good, pure meat, but it was not of the gray
color which meat preserved in carbonic acid gas gradually takes,
but appeared in the interior, as well as on the outside, of a
bright flesh-red color, and on the surface here and there, there
were white round masses of fungoid growth of the size of a
20-pfenning piece, which were removed with the slightest rubbing.
The flesh lying just below these was found to have the same bright
red color as that already described. Meat which had been for three
weeks in such a gas mixture gave a broth which, in good taste and
freshness, could hardly be distinguished from freshly-made
bouillon; and the boiled meats could not be distinguished either in
appearance or taste. The property of carbonic acid to preserve meat
suggests a use for the large supplies of this gas evolved from the
earth in many localities. And it is as interesting to determine in
how far the gas could be of service as an antiseptic during
surgical operations.
REDUCTION OF OXIDIZED IRON BY CARBONIC OXIDE.
IT is well known that when the heat is sufficient, carbonic
oxide reduces the oxide of iron to metal with the production of
carbon dioxide (carbonic acid). On the other hand, at lower
temperatures carbon dioxide oxidizes metallic iron, forming
carbonic oxide. J. Lowthian Bell’s celebrated researches (see
SCIENTIFIC AMERICAN, p. 199, March 31, 1883) established the point
of equilibrium where in the presence of both monoxide and dioxide
the reducing action of the one just counterbalances the oxidizing
action of the other.
At the suggestion of Prof. R. Akermann, of Stockholm, C.G.
Särnstrom has conducted a similar series of forty-five
experiments, the expense being borne by the Jernkontor. About 1
gramme of oxide of iron was placed in a porcelain boat, and slid in
a porcelain tube 18 millimeters (¾ inch) in diameter and 635
millimeters long (25 inches). This was exposed to the action of a
current of mixed carbon dioxide and monoxide made by heating oxalic
acid and concentrated sulphuric acid. It was mixed with carbon
dioxide as required, then analyzed, and preserved in gasometers
holding 66 liters. Before using, it is passed over phosphorus and
chloride of calcium, and through sulphuric acid. The porcelain tube
and boat were heated to from 300° to 600° C. (572° to
1,652° Fahr.) while the gases were passing, and then the state
of oxidation determined. It was found that the larger the quantity
of dioxide the higher the degree of oxidation, and the larger the
proportion of monoxide the lower the degree of oxidation.
The details of the experiment indicate that a saving of fuel in
the blast furnace could best be accomplished by the use of a very
hot blast, introducing some carbon monoxide into the blast,
provided, of course, that this gas can be made outside of the blast
furnace more cheaply than inside of it. Nevertheless, 643 lb. of
carbon must be burned to every 1,000 lb. of iron reduced, if
carbonic oxide is exclusively employed.–Stahl und
Eisen.
ON THE ADULTERATION OF SOAP.
By Dr. H. BRACKEBUSCH.
The importance of soap as an indispensable article in the
household has not restrained the adulterators from making it a
favorite object of their operations, and at the present day soap is
only very rarely what it should be, the alkaline salt of a fatty
acid with about 15 per cent. of water, which may be increased in
case of soft soaps to 30 per cent. at most. The amount of moisture
is an immediate signal for adulteration. Of all substances that can
be used to adulterate soap, water is of course the cheapest, and as
it is also harmless, this was the first point where manufacturers
made use of their knowledge. The percentage of water was raised to
26 or 28 per cent., and now nearly all the ordinary soaps contain
that amount when they leave the factory. At first the retailers
objected to this method, because they had to suffer the loss so far
as it dried out and lost weight in the store.
The next point was to find some substance that would prevent
this rapid drying, and it was very soon discovered that those soaps
that contained an excess of lye retained moisture longer.
Henceforth it was only necessary to use lyes of extra strength so
as to obtain a large yield of soap containing an excess of water.
The results of this ingenious method are before us; in the shops of
the soap dealers the bars of soap become coated with a crust of
white crystals, which is nothing but soda. If a few drops of
corrosive sublimate be dropped on these crystals, a red spot will
at once be produced by the formation of mercuric oxide. In addition
to the deception of the public who buy such soaps, this alkali
destroys clothes washed with it, as the fiber of the tissues is
directly attacked by it, while the proper action of the soap
depends on its enveloping the particles of dirt and carrying them
off.
Soap is subject to another kind of adulteration called filling,
or weighting. Soapstone and similar mineral substances are added to
the finished soap to increase its weight. But it may be added that
this fraudulent weighting is rare. Large establishments cannot take
the risk of being detected in such avaricious practices, and small
ones scarcely have the apparatus at their disposal for making a
uniform mixture which will not arouse suspicion.
Now soaps are frequently found in the market that scarcely
deserve this name. Mineral soap, cold water soap, etc., are the
names inscribed on the placards behind which is buried a
preparation consisting for the greater part of water-glass. The
well-known water-glass is a silicate of soda or potash dissolved in
free or caustic soda, or potash. There was a time when it excited
great hopes, and its introduction into the household for washing
was dreamed of, but it was soon found that its caustic properties
made their appearance at a relatively low temperature. Hence we
often find the notice, “TO BE USED COLD,” printed in bold letters
on the wrappers. This product is obtained by thickening water-glass
with stearine, oleine, or any other easily saponifiable fat. As it
takes but very little of the substances named to make an article
closely resembling soap, of course the product is very cheap. There
does not seem to be any limit to the amount of water in it; at
least the author found in one kind of mineral soap from Berlin 58
per cent. of water. Water-glass soaps do not dissolve readily in
water, they make but little suds, and render the skin hard and
unpliable. Admitting that they are suitable for many purposes,
nothing can be said against their sale so long as they appear under
names which preclude their being confounded with other soaps.
Nevertheless, there is always this danger–that water-glass may
come into general use in making soap, and this is to be deplored.
Water-glass soaps are easily recognized by their insolubility in
moderately strong alcohol, the water-glass remaining behind in a
gelatinous form.
Great deception has been practiced under such names as “almond
soap,” etc. Fortunately the difference between various kinds of fat
are not very great from a chemical point of view, although it is
always an unpleasant thought that the fat from animals that have
died may return to the house in the form of soap. A white or yellow
soap having a good smell is not made from bad fat, and hence is
more appetizing.
A method formerly much in use consisted in mixing green soap
with starch paste, a mixture that could not be detected by the
naked eye, especially if colored with caramel. On attempting to
dissolve it in ordinary burning alcohol, a white coagulum
forms.
From the foregoing it is sufficiently evident that those who buy
soap to sell again have every reason to keep a sharp lookout on
those who furnish them with soap.–Polyt. Notiz.
BOVINE AND HUMAN MILK: THE DIFFERENCE IN ITS ACTION AND
COMPOSITION.
By C. HUSSON.
M. Meynet, in a remarkable report upon condensed milk, has
raised a question which it is important to have solved in the
interests of infants. This is my excuse for presenting to the
French Society of Hygiene certain observations on this subject.
Is woman’s milk richer in fatty matters and sugar in proportion
to the caseine than that of the cow? Is the affirmative, sustained
by a large number of chemists, a mistake that ought to be
corrected?
Such is the question that needs to be answered.
In my last work on milk, my aim was to report new experiments,
and hence I gave only the analysis of M. Colawell. By the side of
the essays of MM. Doyère, Millon, Commaille, and Wurtz, I
put those of Liebig, and quoted an interesting chapter written on
this question by M. Caulier, in Dechambre’s Encyclopedic
Dictionary. These are the authorities upon which to base any
opposition to the analyses of Boussingault, Regnault, Littre, and
Simon, savants of no less renown.
The differences are easily explained.
Woman’s milk is rarely to be had in sufficient abundance to make
a complete analysis of it. In the country especially a few precious
drops, obtained with difficulty, are carried off in a thimble to be
placed under a microscope, where the number of fat globules are
counted, and it is examined to see if they are not mixed with
globules of colostrum.
It will be necessary at the outset to know whether the analyses
given refer to milk drawn from the breast before nursing, or at the
end. In the former case there will be an excess of caseine, in the
second an excess of fat present. This is the reason that in nursing
infants the intervals should not be too long, or the child will not
be able to empty the breast completely, and it will obtain a milk
too rich in caseine, too poor in butter, and one that it cannot
digest.
This is the first proof of the importance of fatty matters for
the alimentation of babes.
Let us turn to the second.
At birth, when the milk is still in a state of colostrum, the
fluid contains a variable quantity of albumen coagulable by heat,
much less caseine, and an excess of butter and sugar.
Cow’s milk, immediately after calving, contains more butter and
less caseine than milk produced some time later, when the specific
character of ruminants begins to appear in the calf, that is to
say, when it commences to graze the milk coagulates in the stomach.
As in other mammals, an excess of fat helps digestion by
subdividing the caseine and emulsifying it. But the milk of an
animal recently calved is reserved for its young, and it is not
until the time of weaning that the lacteal fluid is offered for
human consumption.
Thus it is that the nursling of a day receives milk many months
old and heavily loaded with caseine. This milk it cannot digest
because the emulsifying element, the fat, is not present in it in
sufficient quantity in proportion to the coagulable matter. We must
not forget either that the difference in coagulation holds also
with respect to difference in the age and in the kind of animal.
Just so the rennet of a sucking calf has a greater power of
coagulating cow’s milk than that of a sheep, and vice
versa.
“Clinical observation,” says Dr. Condereau, “shows that all
young infants digest human milk very easily and cow’s milk very
imperfectly. When it is fed on the latter, in the excreta will be
found numerous fragments, sometimes very bulky, of undigested
caseine. In most cases this caseine suffers more or less
decomposition in the alimentary canal, which gives to the feces a
tainted odor recalling that of putrid Roquefort cheese.
“The excrement vary in appearance as much as they do in odor.
Frequently the caseous clots are not to be seen, and the stool has
a clammy look reminding one of glazier’s putty, while the color
varies from dirty white to pale grayish yellow. That is due to the
fact that the composition of the milk from different animals is far
from being constant.
“The proportions of albumen to those of caseine are especially
varied. For woman’s milk the proportions are as 100 to 122.72. In
goat’s milk the proportions are 100 to 173.09. In cow’s milk it is
as 100 to 289.20.
“The conclusion is this: Caseine is not a food at all for the
new born during a space of time, the duration of which is to be
determined experimentally.
“This substance is a harmful burden that interferes with the
regular action of the digestive organs. It is a premature food, and
the more abundant the more injurious.
“Albumen on the contrary remains fluid in the presence of the
gastric juice; it is separated from the other aliments by
coagulation of the caseine. It is absorbed entire either in its
natural state or in form of peptone.”
According to clinical observation, it is still the fats that
give to milk its hygienic value, and the excess of caseine is an
obstacle to its digestion.
However, if cow’s milk is not easily digested by children,
experience proves that there are other kinds of milk, from other
animals, which young stomachs are able to bear more easily. There
are many proofs of this fact.
M. Tarnier, speaking before the Academy of Medicine on the
artificial nourishment of the new born, reports that the milk of
cows and goats, pure or diluted in different ways, that of
condensed milk and Biedert’s cream, have always given disastrous
results at the Maternite in Paris, but that the mortality of the
new born was considerably reduced from the day when ass’s milk was
introduced as food.
Ass’s milk was given pure for six weeks or two months; then
cow’s milk diluted with one-half water until six months old,
followed by pure cow’s milk. This is the most rational course of
artificial feeding.
Prof. Parrot reports analogous results obtained at the nursery
opened at the Hospice des Enfants Assistes. By the aid of ass’s
milk he saved a number of the little syphilitics.
The following are the numerical results: 86 infants with
hereditary taint of syphilis have been at the nursery. Of 6 fed
exclusively on cow’s milk, only 1 survived and the other 5 died.
Forty-two were suckled by goats, of which 8 lived, 34 are dead,
which is equal to a mortality of 80.9 per cent. Thirty-eight were
suckled by an ass, of which 28 lived and 10 died; a mortality of
26.3 per cent.
Certainly these figures prove eloquently enough what chemical
analysis shows, that ass’s milk, being better borne by the infant’s
stomach, ought to have a composition resembling that of woman’s
milk. This analogy is not found to consist in the quantity of fat,
but in the small amounts of dry residue (total solids) and of
caseine.
Let us now examine the objections raised by M. Meynet.
Food has a considerable influence upon the composition of milk;
this fact, stated by M. Riche in his treatise on chemistry, seem to
be accepted by all.
The milk of carnivoræ is excessively rich in caseine; that
of herbivoræ much less.
The food of woman, who enjoys a mixed alimentation, ought to
have a composition intermediate between these two, and consequently
ought to contain more caseine than that of the plant eaters. This
is the logical deduction.
At first this reasoning misleads one, but numerous objections
present themselves.
The food, no doubt, has some influence upon the composition of
the milk of animals of the same species, but every animal can
secrete something independent of any food, just as one kind
secretes musk, another castor, etc. Yet it would not be an anomaly
if an excess of caseine in proportion to the other substances was a
true characteristic of ruminants.
But we admit that the milk of all mammals ought to have
identically the same composition if their food suffered no
modifications.
What is the food of ruminants? Without doubt it is essentially
vegetable, and the plants of the field constitute the element par
excellence of their nurture. These plants contain a large excess of
carbohydrates in proportion to the nitrogenous.
But what are these other substances? What role do they play in
digestion?
They are composed in great part of fibers and cells that suffer
no change in the animal economy, and which are not acted upon by
the gastric juice, as proved by their occurrence in excreta. The
carbon is found almost unchanged, so that the excrements of
herbivoiæ, when dried, form a valuable fuel. Ruminants are
compelled, in order to obtain nourishment from the plants that they
eat, to extract their juices by repeated pressure (as in chewing
the cud); and what do these soluble juices contain? Some saccharine
substances, a little fat, but mostly albumen and vegetable caseine,
that is to say, the substance which predominates in their lacteal
secretions.
What, on the contrary, is the food of woman?
No doubt she gains much strength from the lean, muscular flesh
that she eats, but besides this she has butter, oil, fats of all
kinds, sugar, starches, and alcoholic beverages, all of which are
favorable to the production of butter in the milk. Hence, aside
from her physical constitution, the food of woman alone explains
the relative excess of non-nitrogeneous substances.
Nitrogenous articles of food are expensive, while the other
forms of nutriment are to be had in the form of potatoes, beans,
and bread, products sold at a reasonable price. Yet logic demands
that there shall be an excess of butter in proportion to caseine in
the milk.
The discrepancies in analyses of woman’s milk are easily
explained by the mobile and impressible character of woman.
If bad treatment and bee stings are able to modify the
composition of cow’s milk, how much more ought the emotions of all
sorts, which disturb the heart and head of woman, to change the
composition of her milk?
But if new analyses seem to be needed, they ought to be made.
This question is too important to rest in suspense. The mean
composition of human milk for the first two months after delivery
ought to be established. In chemistry, as in mathematics, figures
alone are convincing. But from what has been said it is logical to
conclude that an excess of caseine in milk is unfavorable to good
digestion, while an excess of butter is favorable to
it.–Translated from Journal d’Hygiene, March 1, 1883.
CEREAL FOODS IN THEIR RELATION TO HEALTH AND DISEASE.
By F.R. CAMPBELL, A.B., M.D.
The cereals are subject to many diseases which retard their
development, rendering them unfit for food, and even poisonous. The
relation of unwholesome foods to the diseases of the animal body
are now being thoroughly studied, recent advances in chemistry and
microscopy contributing valuable aid to the prosecution of such
investigations. Some enthusiastic advocates of the germ theory of
disease believe that many, if not all, the so-called disease germs
may be transplanted into the human system with the food ingested.
But whatever may be the real truth in regard to this subject, it
has been positively demonstrated that many diseases of the human
body may be produced by unwholesome food. The specific symptoms
produced in man by the various grain diseases are not accurately
known, consequently our remarks upon this subject must be of a very
general character.
Pappenheim divides the diseases of the cereals into two classes,
internal and external. The internal diseases are those depending
upon conditions of soil, climate, cultivation, etc., and may be
neglected in our discussion, as they produce no special disease of
the body, only impairing the nutritive value of the grain.
The external diseases are of much greater importance, as they
probably produce some of the most fatal maladies to which the human
race is subject. These external diseases of the cereals are due to
parasites, which may be either of an animal or vegetable nature.
Among the animal parasites may be mentioned the weevil, vibrio
tritici, which feeds upon the starch cells of the grain. Grain
attacked by this parasite was at one time supposed to be injurious
to health.
In 1844 the French Commission appointed to examine grain
condemned a large quantity imported with this parasite, but
afterward reconsidered their decision and permitted its sale,
concluding that it was deficient in nutritive properties, but not
otherwise unwholesome. Rust is the most common disease of the
cereals, produced by vegetable parasites. Like the other diseases
of this class, it is most prevalent in warm, damp seasons.
Prof. Hensboro is of the opinion that rust is but an earlier
stage of mildew or blight, the one form of parasite being capable
of development into the other, and the fructification
characteristic of the two supposed genera having been evolved on
one and the same individual.
Blight is a term loosely applied to a number of parasitic
diseases. In it are included mildew, cories, and even rust and
smut. The fungi producing these diseases attack the plant and seed
at various stages of its growth. The whole kernel is affected, and
not merely the external coat, as is sometimes maintained. When
blighted grain is sown, the disease recurs the following year,
often making it necessary to import new seed before the disease can
be eradicated. Various remedies have been used to destroy the
spores of these fungi, but all are uncertain and some are dangerous
to health. Special machinery and methods have been employed in the
mills to separate the mildew from the grain. Some of these succeed
in removing the fungi and discoloration from the surface of the
grain, but have no effects upon the parts within. Blighted grain is
soft, and has an unpleasant taste and smell, and bread made of it
is liable to be heavy and sodden.
It is undeniable that the use of blighted grain as food is
exceeding dangerous to health. It is a well known fact that
vegetable parasites may attack animals; the silk worm disease
produced by the Botrytis baniana, being an example. It is
stated that the same vegetable parasites which produce plant
diseases, when transmitted to the animal body produce special
affections, the form and appearance of the germs being altered by
their environments. The same germs developed under different
conditions of temperature and surrounding medium, assume forms so
various that they have been supposed to belong to different species
and even different genera. If there is any truth, then, in the germ
theory of disease, it is not so very improbable that a fungus which
will produce blight in grain may cause cholera or tetanoid fever in
an animal.
Hallier, the famous physiological botanist, observed in 1867
that there was a peculiar disease of the rice plant associated with
an epidemic of cholera. Rice plants fertilized with the discharges
of cholera patients were affected with blight. A concentrated
infusion of the blighted grain would produce changes in all animal
substances, blood and albumen being converted into thin odorless
products resembling in every respect the material found in the
kidneys of cholera patients.
The most formidable of the diseases attributed to the use of
diseased grain is cerebro-spinal meningitis, commonly known as
spotted or blanoid fever. The disease is rare in England, but is
frequently epidemic in the United States, in Ireland, and on the
Continent. In 1873, in the State of Massachusetts alone, 747
persons died of it, and other epidemics even more fatal have lately
occurred in New York and Michigan. The disease is a nervous fever
attended with convulsions, the pathological lesion being congestion
and inflammation of the membrane of the spinal cord and brain. Dr.
Richardson in writing on the nature and causes of spotted fever
concludes that it is due to the use of diseased vegetable
substances, especially grain, and from a careful analysis of the
statistics of this disease reported by the Michigan State Board of
Health considers it demonstrated that “under favoring condition for
its action diseased grain received as a food is the primary cause
of the phenomena which characterize the disease.” These views are
substantiated by the experiments of Dr. H. Day, who found that by
feeding rabbits on unsound grain, spasmodic affections were
produced, due to inflammation of the membranes of the spinal cord
and brain.
In warm climates, pellagra or Italian leprosy is said to be
produced by eating diseased maize, which forms the principal
article of food among the poorer classes of the rural districts.
Pellagra is epidemic in northern Italy and the south of France. The
disease is manifested by a redness and discoloration of the exposed
parts of the body. It is most active during the hot weather, the
inflammation subsiding in the winter, leaving a pigmentation of the
skin. Each year the symptoms become more alarming, nervous
disorders finally setting in, and a large number die insane. The
disease is most prevalent in the country. In the towns, where maize
is supplemented by other articles of food, it does not exist.
Ergot is a very common disease of the cereals. The fungus
producing it was discovered in 1853, but for centuries previous its
injurious effects upon the human body were recognized, and it was
observed that ergot of rye was the most poisonous. Taken in large
doses, ergot will produce nausea, vomiting, diarrhoea, headache,
and weakness of the heart. In small repeated doses it will produce
contraction of all the unstriped muscles, as those of the blood
vessels, the womb, and intestines. Ergotium is the name given to
the disease produced by the continued use of grain affected by this
fungus. Aitken describes it as “a train of morbid symptoms produced
by the slow and cumulative action of a specific poison peculiar to
wheat and rye, which produces convulsions, gangrene of the
extremities, and death. In countries where rye bread is much used
ergotium is sometimes epidemic. This was a frequent calamity before
the introduction of suitable purifiers into the mills. There are
two varieties of the disease, the convulsive and the gangrenous.
The convulsive form begins with tingling of the extremities,
drowsiness, and headache, followed by pain in the joints, violent
muscular contractions, and death. The gangrenous variety begins
with coldness and weakness of the extremities followed by gangrene
and sloughing. This form is somewhat more fatal than the
convulsive, the mortality of those affected being about 90 per
cent.
Mouldy grain and bread have also caused poisoning. Prof. Varnell
states that “six horses died in three days from eating mouldy oats.
There was a large amount of matted mycelium, and this when given to
other horses for experiment, killed them within thirty-six hours.”
The writer has himself seen seven hogs die within a few days while
being fed on mouldy corn. Flour which has become stale may produce
similar injurious effects, although most of the germs are destroyed
in the process of baking. It is quite probable, however, that a
poisonous substance is generated by the mould fungus, which cannot
be destroyed in this way.–Milling World.
MOIST AIR IN LIVING ROOMS.
The injurious effect of dry heat in inhabited rooms is quite
generally known, and different methods have been suggested for
moistening the air. To test the effectiveness of these methods, J.
Melikow, of St. Petersburg, has estimated the quantity of moisture
in the air of different rooms by means of August’s psychrometer,
and also tested the different methods of increasing the moisture.
He arrived at the following results, which are of decided practical
value:
1. When large and small open vessels filled with water are
placed in the room, they do not increase the moisture of the air at
all.
2. Tubs of water of the same temperature as the room and parlor
fountains have very little effect.
3. When hot air is used, open vessels of water placed over the
pipes have no effect at all.
4. Wolpert’s revolving wheel increases the moisture but
slightly.
5. The Russian tea machine and the steam pulverizer (atomizer)
are effective but only for a short time.
6. Wet hand towels suspended in a room are insufficient.
7. Of all the methods tested, the most efficient seemed to be to
hang up a number of wet cloths on a winch or some contrivance that
permits of turning them, so as to hasten their giving out moisture
to the air.–Med. Zeitung.
[The following article is from the June number of the
American Naturalist, edited by Prof. A. S. Packard, Jr., and
Prof. E. D. Cope. Published by McCalla & Stavely, Philadelphia,
Pa.]
THE DEVELOPMENTAL SIGNIFICANCE OF HUMAN PHYSIOGNOMY.
[Footnote: Abstract of a lecture delivered before the Franklin
Institute of Philadelphia, Jan. 20.1881, in exposition of
principles laid down in The Hypothesis of Evolution, New Haven,
1870, p. 31.]
By E. D. COPE.
The ability to read character in the form of the human face and
figure is a gift possessed by comparatively few persons, although
most people interpret, more or less correctly, the salient points
of human expression. The transient appearances of the face reveal
temporary phases of feeling which are common to all men; but the
constant qualities of the mind should be expressed, if at all, in
the permanent forms of the executive instrument of the mind, the
body. To detect the peculiarities of the mind by external marks has
been the aim of the physiognomist of all times; but it is only in
the light of modern evolutionary science that much progress in this
direction can be made. The mind, as a function of part of the body,
partakes of its perfections and its defects, and exhibits parallel
types of development. Every peculiarity of the body has probably
some corresponding significance in the mind; and the causes of the
former are the remoter causes of the latter. Hence, before a true
physiognomy can be attempted, the origin of the features of the
face and general form must be known. Not that a perfect physiognomy
will ever be possible. A mental constitution so complex as that of
man cannot be expected to exhibit more than its leading features in
the body; but these include, after all, most of what it is
important for us to be able to read, from a practical point of
view.
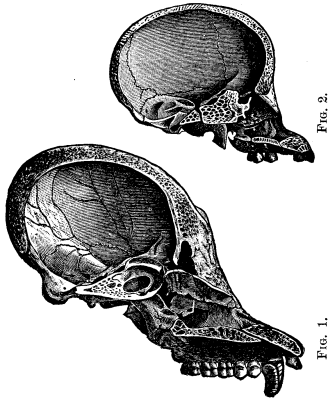
FIG. 1.–Section of skull of adult orang-outang
(Simia
satyrus). FIG. 2.–Section of skull of young orang, showing
relatively shorter jaws and more prominent cerebral region.
The present essay will consider the probable origin of the
structural points which constitute the permanent expression. These
may be divided into three heads, viz.:
1. Those of the general form or figure.
2. Those of the surface or integument of the body, with its
appendages.
3. Those of the forms of the head and face.
FIG. 3.–Figure of infant at birth; a, front
of face. (The
eye is too far posterior in this figure.)
The principal points to be considered under each of these heads
are the following:
I. THE GENERAL FORM.
1. The size of the head.
2. The squareness or slope of the shoulders.
3. The length of the arms.
4. The constriction of the waist.
5. The width of the hips.
6. The length of the leg, principally of the thigh.
7. The sizes of the hands and feet.
8. The relative sizes of the muscles.
FIG. 4.–Portrait of a girl at five years of
age.
II. THE SURFACES.
9. The structure of the hair (whether curled or not).
10. The length and position of the hair.
11. The size and shape of the nails.
12. The smoothness of the skin.
13. The color of the skin, hair, and irides.

FIG. 5.–Portrait of the same at seventeen years,
showing
the elongation of the facial region, and less protuberance
of the cerebral.
III. THE HEAD AND FACE.
14. The relative size of the cerebral to the facial regions.
15. The prominence of the forehead.
16. The prominence of the superciliary (eyebrow) ridges.
17. The prominence of the alveolar borders (jaws).
18. The prominence and width of the chin.
19. The relation of length to width of skull.
20. The prominence of the malar (cheek) bones.
21. The form of the nose.
22. The relative size of the orbits and eyes.
23. The size of the mouth and lips.
FIG. 6.–Profile of a Luchatze negro woman,
showing deficient bridge of nose and chin, and elongate facial
region
and prognathism.
The significance of these, as of the more important structural
characters of man and the lower animals, must be considered from
two standpoints, the paleontological and the embryological. The
immediate paleontological history of man is unknown, but may be
easily inferred from the characteristics displayed by his nearest
relatives of the order Quadrumana. If we compare these animals with
man, we find the following general differences. The numbers
correspond to those of the list above given:
I. As to General Form.–(3) In the apes the arms are
longer; (8) the extensor muscles of the leg are smaller.
II. As to Surface.–(9) The body is covered with hair
which is not crisp or woolly; (10) the hair of the head is short;
(18) the color of the skin, etc., is dark.
III. As to Head and Face.–(14) The facial region of the
skull is large as compared with the cerebral; (15) the forehead is
not prominent, and is generally retreating; (16) the superciliary
ridges are more prominent; (17) the edges of the jaws are more
prominent; (18) the chin is less prominent; (20) the cheek bones
are more prominent; (21) the nose is without bridge, and with short
and flat cartilages; (22) the orbits and eyes are smaller (except
in Nyctipithecus); (24) the mouth is small and the lips are
thin.
FIG. 7.–Face of another negro, showing flat nose,
less
prognathism and larger cerebral region. From Serpa
Pinto.
It is evident that the possession of any one of the above
characteristics by a man approximates him more to the monkeys, so
far as it goes. He retains features which have been obliterated in
other persons in the process of evolution.
FIG.8.–Portrait of Satanta, a late chief of the
Kiowas (from
the Red river of Texas), from a photograph. The predominance
of the facial region, and especially of the
malar bones, and the absence of beard, are noteworthy.
In considering the physiognomy of man from an embryological
standpoint, we must consider the peculiarities of the infant at
birth. The numbers of the following list correspond with those
already used (Fig. 3).
I. As to the General Form.–(1) The head of the infant is
relatively much larger than in the adult; (3) the arms are
relatively longer; (4) there is no waist; (6) the leg, and
especially the thigh, is much shorter.
II. As to the Surfaces.–(10) The body is covered with
fine hair, and that of the head is short.
III. The Head and Face.–(14) The cerebral part of the
skull greatly predominates over the facial; (16) the superciliary
ridges are not developed; (17) the alveolar borders are not
prominent; (20) the malar bones are not prominent; (21) the nose is
without bridge and the cartilages are flat and generally short;
(22) the eyes are larger.

FIG. 9.–Australian native (from Brough Smyth),
showing
small development of muscles of legs and prognathism.
It is evident that persons who present any of the characters
cited in the above list are more infantile or embryonic in those
respects than are others; and that those who lack them have left
them behind in reaching maturity.
We have now two sets of characters in which men may differ from
each other. In the one set the characters are those of monkeys, in
the other they are those of infants. Let us see whether there be
any identities in the two lists, i. e., whether there be any of the
monkey-like characters which are also infantile. We find the
following to be such:
I. As to General Form.–(3) The arms are longer.
II. Surface.–(10) The hair of the head is short, and the
hair on the body is more distributed.
III. As to Head and Face.–(21) The nose is without
bridge and the cartilages are short and flat.
Three characters only out of twenty-three. On the other hand,
the following characters of monkey-like significance are the
opposites of those included in the embryonic list: (14) The facial
region of the skull is large as compared with the cerebral; (15)
the forehead is not prominent; (16) the superciliary ridges are
more prominent; (17) the edges of the jaws are more prominent. Four
characters, all of the face and head. It is thus evident that in
attaining maturity man resembles more and more the apes in some
important parts of his facial expression.

Esequibo Indian woman, showing the following
peculiarities: deficient bridge of nose, prognathism, no waist,
and (the
right hand figure) deficiency of stature through short femur.
From photographs by Endlich.
It must be noted here that the difference between the young and
embryonic monkeys and the adults is quite the same as those just
mentioned as distinguishing the young from the adult of man (Figs.
1 and 2). The change, however, in the case of the monkeys is
greater than in the case of man. That is, in the monkeys the jaws
and superciliary ridges become still more prominent than in man. As
these characters result from a fuller course of growth from the
infant, it is evident that in these respects the apes are more
fully developed than man. Man stops short in the development of the
face, and is in so far more embryonic.[1] The prominent forehead
and reduced jaws of man are characters of “retardation.” The
characters of the prominent nose with its elevated bridge, is a
result of “acceleration,” since it is a superaddition to the
quadrumanous type from both the standpoints of paleontology and
embryology.[2] The development of the bridge of the nose is no
doubt directly connected with the development of the front of the
cerebral part of the skull and ethmoid bone, which sooner or later
carries the nasal bones with it.
[Footnote 1: This fact has been well stated by C. S. Minot in
the Naturalist for 1882, p. 511.]
[Footnote 2: See Cope, The Hypothesis of Evolution, New Haven,
1870, p. 31.]
The Venus of the Capitol (Rome). The form and
face
present the characteristic peculiarities of the female of
the Indo-European race.
If we now examine the leading characters of the physiognomy of
three of the principal human sub-species, the Negro, the Mongolian,
and the Indo-European, we can readily observe that it is in the two
first named that there is a predominance of the quadrumanous
features which are retarded in man; and that the embryonic
characters which predominate are those in which man is accelerated.
In race description the prominence of the edges of the jaws is
called prognathism, and its absence orthognathism. The significance
of the two lower race characters as compared with those of the
Indo-European is as follows:
Negro.–Hair crisp (a special character), short (quadrum.
accel.); prognathous (quadrum. accel.); nose flat, without bridge
(quadrum. retard)[1]; malar bones prominent (quadrum. accel.);
beard short (quadrum. retard.); arms longer (quadrum. accel.);
extensor muscles of legs small (quadrum. retard.).
[Footnote 1: In the Bochimans, the flat nasal bones are
co-ossified with the adjacent elements as in the apes
(Thulié).]
Mongolian.–Hair straight, long (accel.); jaws
prognathous (quadrum. accel.); nose flat or prominent with or
without bridge; malar bones prominent (quadrum. accel.); beard none
(embryonic); arms shorter (retard.); extensor muscles of leg
smaller (quad. retard.).
Indo-European.–Hair long (accel.); jaws orthognathous
(embryonic retard.); nose (generally) prominent with bridge
(accel.); malar bones reduced (retard.); beard long (accel.); arms
shorter (retard.); extensor muscles of the leg large (accel.).
The Indo-European race is then the highest by virtue of the
acceleration of growth in the development of the muscles by which
the body is maintained in the erect position (extensors of the
leg), and in those important elements of beauty, a well-developed
nose and beard. It is also superior in these points in which it is
more embryonic than the other races, viz., the want of prominence
of the jaws and cheekbones, since these are associated with a
greater predominance of the cerebral part of the skull, increased
size of cerebral hemispheres, and greater intellectual power.
A comparison between the two sexes of the Indo-Europeans
expresses their physical and mental relations in a definite way. I
select the sexes of the most civilized races, since it is in these,
according to Broca and Topinard, that the sex characters are most
pronounced. They may be contrasted as follows. The numbers are
those of the list already used. I first consider those which are
used in the tables of embryonic, quadrumanous, and race
characters:
The Wrestler; original in the Vatican. This figure
displays
the characters of the male Indo-European, except the
beard.
The characters in which the male is the most like the infant are
two, viz., the narrow hips and short hair. Those in which the
female is most embryonic are five, viz., the shorter legs, smaller
muscles, absence of beard, low superciliary ridges, and frequently
larger eyes. To these may be added two others not mentioned in the
above lists; these are 1, the high pitched voice, which never falls
an octave, as does that of the male; and 2, the structure of the
generative organs, which in all mammalia more nearly resemble the
embryo and the lower vertebrata in the female than in the male.
Nevertheless, as Bischoff has pointed out, one of the most
important distinctions between man and the apes is to be found in
the external reproductive organs of the female.
From the preceding rapid sketch the reader will be able to
explain the meaning of most of the peculiarities of face and form
which he will meet with. Many persons possess at least one
quadrumanous or embryonic character. The strongly convex upper lip
frequently seen among the lower classes of the Irish is a modified
quadrumanous character. Many people, especially those of the
Sclavic races, have more or less embryonic noses. A retreating chin
is a marked monkey character. Shortness of stature is mostly due to
shortness of the femur, or thigh; the inequalities of people
sitting are much less than those of people standing. A short femur
is embryonic; so is a very large head. The faces of some people are
always partially embryonic, in having a short face and light lower
jaw. Such faces are still more embryonic when the forehead and eyes
are protuberant. Retardation of this kind is frequently seen in
children, and less frequently in women. The length of the arms
would appear to have grown less in comparatively recent times. Thus
the humerus in most of the Greek statues, including the Apollo
Belvidere, is longer than those of modern Europeans, according to a
writer in the Bulletin de la Société d’Anthropologie
of Paris, and resembles more nearly that of the modern Nubians than
any other people. This is a quadrumanous approximation. The
miserably developed calves of many of the savages of Australia,
Africa, and America are well known. The fine, swelling
gastroenemius and soleus muscles characterize the highest races,
and are most remote from the slender shanks of the monkeys. The
gluteus muscles developed in the lower races as well as in the
higher distinguish them well from the monkeys with their flat
posterior outline.
It must be borne in mind that the quadrumanous indications are
found in the lower classes of the most developed races. The status
of a race or family is determined by the percentage of its
individuals who do and do not present the features in question.
Some embryonic characters may also appear in individuals of any
race, as a consequence of special circumstances. Such are, however,
as important to the physiognomist as the more normal
variations.
Some of these features have a purely physical significance, but
the majority of them are, as already remarked, intimately connected
with the development of the mind, either as a cause or as a
necessary coincidence. I will examine these relations in a future
article.
THE PRODUCTION OF FIRE.
In 1867 the Abbé Bourgeois found at Thenay, near
Pont-levoy (Loir-et-Cher), in a marly bank belonging to the most
ancient part of the middle Tertiary formation, fragments of silex
which bore traces of the action of fire. This fire had not been
lighted by accidental causes, for, says Mr. DeMortillet (Le
Prehistorique, p. 90), the causes of instantaneous
conflagrations can be only volcanic fires, fermentations, and
lightning. “Now, in the entire region there is no trace of volcanic
action, and neither are there any traces of turfy or vegetable
deposits capable of giving rise to spontaneous
inflammations–phenomena that are always very rare and very
exceptional, as are also conflagrations started by lightning. Well,
in the Thenay marls, the pieces of silex that had undergone the
action of fire were found disseminated at different levels, and
this could not have been a simple accident, but was evidently
something that had been done intentionally. There existed, then,
during the Aquitanian epoch, a being who was acquainted with fire
and knew how to produce it.”
Mr. De Mortillet supposes that this being was an animal
intermediate between man and the monkey, which he calls the
anthropopithecus.
This precursor of man made use of fire for splitting silex and
manufacturing from it instruments whose cutting edge he perfected
by means of a series of retouchings produced by slight percussions
upon one of the surfaces only.
I shall not enter in this place upon a discussion as to the
existence of an anthropopithecus or Tertiary man, whom every one
does not as yet accept, but will confine myself to giving the facts
as to the use of fire in the remotest epochs, incontestable proofs
of which exist from the time at which Quaternary man made his
appearance. How this was discovered is indicated, according to
Aryan tradition, by the Vedic hymns. The ancestors of the Aryans,
these tell us, had seen the lighting dart forth from the shock of
black clouds. They had seen the spark that fired the forests issue
from the friction of dry branches agitated by the storm. They took
a branch of soft wood, arani, and passing a thong around a
branch of hard wood, pramontha, they caused it to revolve
rapidly in a cavity in the arani, and thus evoked the god
Agni, whom they nourished with libations of clarified
butter, soma.
The Pramontha, became the Prometheus of the
Greeks, the Titan who stole the fire, and it is from the Sanscrit
Agni that is derived the Latin Ignis, “fire,” and the
Greek Αγνος, “pure,” and the Agnus
Dei of the Christians, who purifies all.
Orientalists generally agree that the sign which is seen under
the forms  ,
,  , or
, or  , on a large number of objects of
, on a large number of objects of
Aryan origin is a sort of sacred hieroglyphic, representing the
arani or svastika, formed of two pieces of soft wood
fixed by four pins in such a way as not to revolve under the
pressure of the Pramontha.
This process of producing fire is also found among a host of
more or less savage peoples, and especially in India, where, during
the last month of the great feast of sacrifices, the sacred fire
must always be kindled three hundred and sixty times a day with
nine different kinds of wood that are prescribed by the rite.
Fig. 1 shows the arrangement in use among the Eskimos, and Fig.
2 that employed by the Indians of North America.
In 1828 there still existed at Essen, in Hanover, an analogous
apparatus designed to produce an alarm fire. This was a large,
horizontal, round wooden bar whose extremities pivoted in two
apertures formed in vertical posts, and which was provided with a
cord that was wound around it several times. Several persons, by
pulling on the ends of this cord, caused the bar to revolve
alternately in one direction and the other, and the heat developed
by the friction lighted some tow that had previously been inserted
in one of the apertures in the post.
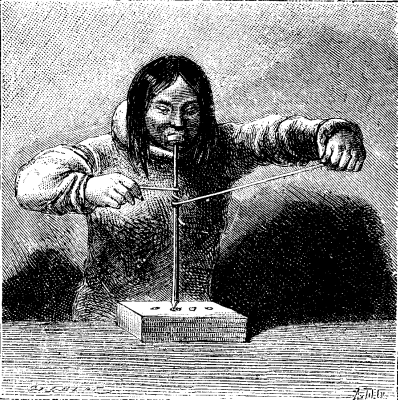
FIG. 1.–ESKIMO PRODUCING FIRE BY FRICTION.
It is certain that the alternate motion must have been produced
directly by hand before being effected by cords. This simpler
process is still in use in Tasmania, Australia, Polynesia,
Kamtschatka, Thibet, Mexico, and among the Guanches of the Canary
Isles, who are supposed to be the last representatives of the
inhabitants of Atlantis, which sank under the waters at the close
of the Quaternary epoch.
Chamisso, who accompanied Kotzebue in his voyage, describes it
as follows: “In the Caroline Islands, they rest a vertical piece of
roundish wood, terminating in a point, and about a foot and a half
in length and one inch in diameter, upon a second one fixed in the
ground, and then give it a rotary motion by acting with the palms
of the hands. This motion, which is at first slow and measured, is
at length accelerated, while at the same time the pressure becomes
stronger, whereupon the dust from the wood which has formed by
friction and accumulated around the point of the movable piece
begins to carbonize. This dust, which, after a fashion, constitutes
a match, soon bursts into flame. The women of Eap are wonderfully
dexterous in their use of this process.”
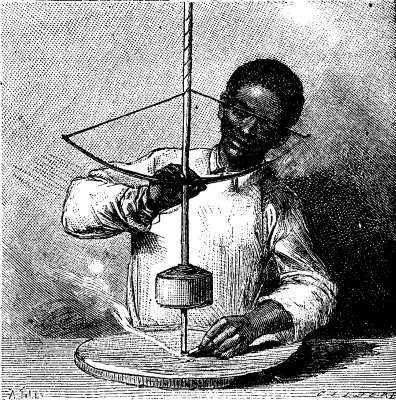
FIG. 2.–PROCESS EMPLOYED IN NORTH AMERICA
FOR PRODUCING FIRE.
Fig. 3 shows another manner of obtaining fire by rotation which
is employed by the Guachos, a half savage, pastoral people who
inhabit the pampas of South America. Longitudinal friction must
have preceded that obtained by rotation. It is still in use in most
of the islands of Oceanica (Fig. 4), and especially in Tahiti and
in the Sandwich Islands.
In these latter, says again Chamisso, upon the fixed piece of
wood they place another piece of the same kind, about the length of
the palm, and press it obliquely at an angle of about 30 degrees.
The extremity that touches the fixed piece is blunt, and the other
extremity is held with the two hands, the two thumbs downward, in
order to allow of a surer pressure. The piece is given an
alternating motion, and in such a way that it shall always remain
in the same plane inclined at an angle of 30 degrees, and form,
through friction, a small groove from six to eight centimeters in
length. When the dust thus produced begins to carbonize, the
pressure and velocity are increased. Wood of a homogeneous texture,
neither too hard nor too soft, is the best for the purpose.
The Malays operate as follows: A dry bamboo rod, about a foot in
length, is split longitudinally, and the pith which lines the
inside is scraped off, pressed, and made into a small ball which is
afterward placed in the center of the cavity of one of the halves
of the tube. This latter half is then fixed to the ground in such a
way that the cavity and ball face downward. The operator next
fashions the other half of the tube into a straight cutting
instrument like a knife-blade, which he applies transversely to the
fixed half and gives an alternating motion so as to produce a sort
of sawing. After a certain length of time, a groove, and finally a
hole, is produced. The cutting edge of the instrument is then so
hot that it sets on fire the ball with which it has come in
contact.

FIG. 3.–GAUCHO OBTAINING FIRE.
Some peoples, the Fuegians especially, procure fire by striking
together two flints. In the Aleutian Islands these latter, having
been previously covered with sulphur, are struck against each other
over a small saucer of dry moss dusted with sulphur. The Eskimos
employ for this purpose pieces of quartz and iron pyrites.
In the Sandwich Islands recourse is had to a process that
necessitates much skill. There is arranged in a large dry leaf,
rolled into the shape of a funnel, a certain number of flints along
with some easily combustible twigs. On attaching the leaf to the
end of a rod, and revolving the latter rapidly, it is said that
fire is produced.
Processes that are based upon the clashing of two flint stones
must be much more inconvenient of application than we would be led
to suppose. We are, in fact, accustomed to see the flint and steel
used, but here the spark is a bit of iron raised to red heat
through a mechanical action that has violently detached it from the
mass under the form of a small sliver. In the case of two flint
stones, the light that is perceived is of an entirely different
nature, for it is a phosphorescence which is produced, even by a
very slight friction, not only between two pieces of silex, but
also between two pieces of quartz, porcelain, or sugar; and that
the heat developed is but slight is proved by the fact that the
phenomenon may occur under water. Of course, fragments of stones
may be raised to a red heat through percussion; but this does not
often occur, so for this reason the Fuegians keep up with the
greatest care the fires that they have lighted, and it is this very
peculiarity that has given their country a characteristic aspect
and caused it to be named Terra del Fuego (land of fire). When they
change their residence they always carry with them a few lighted
embers which rest in their canoes upon a bed of pebbles or
ashes.
The same thing occurs, moreover, among the Australians and
Tasmanians, who employ, as we have just seen, the rotary process.
There are women among these peoples whose special mission it is to
carry day and night lighted torches or cones made of a substance
that burns slowly like punk. When, through accident, the fire
happens to get extinguished in a tribe, these people often prefer
to undertake a long voyage in order to obtain another light from a
neighboring tribe rather than have recourse to a direct production
of it.
We can understand from what is still taking place in these
distant countries why the worship of fire should have existed among
our ancestors, and why sacerdotal associations, such as the
Brahmins of India, the Guebers of Persia, the Vestals of Rome, the
priests of Baal in Chaldea and Phenicia should have been specially
instituted for producing and preserving it.
Plutarch narrates (Numa, chap. ii.) that when the sacred fire
happened to go out, there was employed for relighting it a brass
mirror that had the form of a cone generated by the hypothenuse of
an isosceles rectangular triangle revolving around one of the sides
of the right angle.
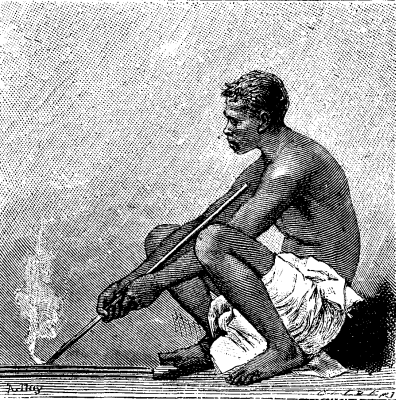
FIG. 4.–NATIVE OF OCEANICA OBTAINING FIRE
BY FRICTION.
In a poem upon stones attributed to Orpheus, it is said that the
sacred fire was also lighted by a bit of crystal which concentrated
the rays of the sun upon the material to be inflamed. This process
must have been the one that was most usually employed before fire
became common. In fact, a plano-convex crystal lens has been found
among the ruins of Nineveh. Aristophanes, in the Clouds,
puts on the stage a coarse personage named Strepsiades, who points
out to Socrates how he must manage so as not to pay his debts:
“Streps.–Hast thou seen among druggists that beautiful
transparent stone that they employ for lighting a fire?
“Socr.–Thou meanest glass.
“Streps.–Yes.
“Socr.–Well! what wouldst thou do with it?
“Streps.–When the registrar shall have made out his summons
against me, I will take the glass, and, placing myself thus in the
sun, will cause his writing to melt.”
As well known, writing was then traced on waxen tablets. Servius
(in Æn., xii., 200) affirms that men of ancient times,
instead of lighting fire upon the altar themselves, in their
sacrifices, caused it to descend from heaven. He adds, according to
Pliny, Titus Livius, and several old Latin historians, that Numa,
who was initiated into all the wisdom of Etruria, practiced this
art with success, but that Tullius Hostilius, having desired to
repeat the evocation, guided only by the books of Numa, did not
accomplish all the formalities prescribed by the rite and was
struck dead by lightning.
Is it not curious that twenty-four centuries afterward, in 1753,
the physicist Reichman was killed by lightning in trying to repeat
Franklin’s experiment? This coincidence, however, is not the only
one. Pliny (ii., 53) recounts that lightning was evoked by King
Porsenna at the time when a monster named Volta, who was
ravaging the country, was directing himself toward the capital,
Volsinies.
If we return to the Vedas, who had the habit of personifying all
phenomena, we shall find that the fire Agni was the son of the
carpenter who had manufactured the instrument by which it was
produced, and of Maya (magic). He took the name of Akta
(anointed, [Greek: christos]) when, nourished by libations of
butter, he had acquired his full development. The Persians
attributed likewise to Zoroaster the power of causing fire to
descend from heaven through magic. Saint Clement of Alexandria
(Recog., lib. iv.) and Gregory of Tours (Hist. de
Fr., i., 5) speak of this. However this may be, the marvelous
art was lost at an early date, for it was at such a date that
priests began to have recourse to tricks that were more or less
ingenious for lighting their sacred fireplaces in an apparently
supernatural manner.–A. De Rochas, in La Nature.
ST. BLAISE, THE WINNER OF THE DERBY.
St. Blaise, the property of Sir Frederick Johnstone, was bred by
Lord Alington, and is by Hermit from Fusee. This is an
unexceptionable pedigree, for Hermit is now as successful and
fashionable a sire as was even Stockwell in his palmiest days,
while Fusee was far more than an average performer on the turf, and
won several Queen’s Plates and other races over a distance of
ground. St. Blaise is by no means a big colt, standing considerably
under sixteen hands. His color is about his worst point, as he is a
light, washy chestnut, with a bald face and three white heels. He
has a good head and neck, and very powerful back and muscular
quarters, added to which his legs and feet are well shaped and
thoroughly sound. His first appearance was made in the
Twenty-fourth Stockbridge Biennial at the Bibury Club Meeting, when
he won easily enough; but there were only four moderate animals
behind him. A walk-over for the Troy Stakes followed, and then
Macheath beat him easily enough for the Hurstbourne Stakes, though
he finished in front of Adriana and Tyndrum. For the Molecomb
Stakes at Goodwood, he ran a dead-heat with Elzevir, to whom he was
giving 7 lb.; and Bonny Jean, in receipt of 10 lb., was unplaced. A
7 lb. penalty seemed to put him completely out of the Dewhurst
Plate; but he must then have been out of form, as, on the following
day, it took him all his time to defeat Pebble by a neck in the
Troy Stakes. This season he has only run twice. His fourth in the
Two Thousand was by no means a bad performance, considering that he
was palpably backward; and his victory of last week is too recent
to need further allusion. Porter, his trainer, can boast of several
other successes in the great race at Epsom; but Charles Wood had
never previously ridden a Derby winner. St. Blaise was
unfortunately omitted from the entries for the St. Leger, but has
several valuable engagements at Ascot next week, and appears to
have the Grand Prize of Paris, on Sunday, at his
mercy.–Illustrated London News.
ST. BLAISE, THE WINNER OF THE DERBY.
SCIENTIFIC PROGRESS IN CHINA AND JAPAN.
Various steps in the progress of China, and Japan in the
adoption of Western science and educational methods have from time
to time been noticed in these columns. To the popular mind the
names of the two countries are synonymous with rigid, unreasoning
conservatism and with rapid change, respectively. The grave,
dignified Chinese, who maintains his own dress and habits even when
isolated among strangers, and whose motto appears to be, Stare
super mas antiquas, is popularly believed to be animated by a
sullen, obstinate hostility toward any introduction from the West,
however plain its value may be; while his gayer and more mercurial
neighbor, the Japanese, is regarded as the true child of the old
age of the West, following assiduously in its parent’s footsteps,
and pursuing obediently the path marked out by European experience.
There is considerable misconception in this, as indeed there is at
all times in the English popular mind with regard to strange
peoples. Broadly speaking, it is no doubt correct to say that,
Japan has adopted Western inventions and scientific appliances with
avidity; that she has shown a desire for change which is abnormal,
and a disposition to destroy her charts and sail away into
unsurveyed seas, while China remains pretty much where she always
was. She is now, with some exceptions, what she was twenty, two
hundred, perhaps two thousand years ago, while a new Japan has been
created in fifteen years. All this, we say, is true, but it is not
the whole truth. China also has had her changes; not indeed so
marked or rapid, not so much in the nature of a volte-face
on all her past as those of her neighbor.
The radical difference between the two countries in this respect
we take to be this: that while Japan loves change for the sake of
change, China dislikes it, and will only adopt it when it is
clearly demonstrated to her that change is absolutely necessary. To
the Japanese change appears to be a delightful excitement, to the
Chinese a distasteful necessity; to the former whatever is must be
wrong, to the latter whatever is is right. As a consequence of this
difference between the two peoples, when China once makes a step
forward it is generally after much deliberation, and is never
retraced. Japan is constantly undertaking new schemes with little
care or thought for the morrow, but with the applause of
injudicious foreign friends. In a short time she discovers that she
has underrated the expense or exaggerated the results, and her
projects are straightway abandoned as rapidly and thoughtlessly as
they were commenced. Swift suggested as a suitable subject for a
philosophical writer a history of human projects which were never
carried out; the historian of modern Japan finds these at every
turn. Where, for example, are the results of the great surveys,
trigonometrical and others, which were commenced in Yezo and the
main island about ten years ago? A large, expensive, but highly
competent foreign staff was engaged, and worked for a few years;
but suddenly the whole survey department was swept away, and the
valuable instruments are, or were recently, lying rusting in a
warehouse in Tokio. The same story may be told of scores of other
scientific or educational undertakings in Japan. An able and
careful writer, Col. H.S. Palmer, R.E., who has recently, with a
friendly and sympathetic eye, examined the whole field of recent
Japanese progress, in the British Quarterly Review is
forced to acknowledge this. “Once having recognized,” says this
officer, “that progress is essential to welfare, and having
resolved, first among the nations of the East, to throw off past
traditions and mould their civilization after that of Western
countries, it was not in the nature of the lively and impulsive
Japanese to advance along the path of reform with the calmness and
circumspection that might have been possible to a people of less
active temperament. Without doubt many foreign institutions were at
first adopted rather too hastily, and the passing difficulties
which now beset Japan are to some extent the inevitable result.” It
would be blindness to deny that the net result of the Japanese
efforts is progress of a very remarkable kind, but it is a progress
which in many respects lacks the firm and abiding characteristics
of Chinese movements.
The proverb, Chi va piano va sano, which was recommended
ten years ago to Japanese attention by an eminent English official,
and apparently disregarded by them, has been adopted by their
continental neighbors. To the blandishments of pushing diplomatists
or acute promoters, the Chinese are deaf. However we may felicitate
ourselves on our inventions, scientific appliances, “the railway
and the steamship and the thoughts that shake mankind,” our
progress, the newspapers, the penny post, and what not, China will
not adopt them simply because we have found their value and
are proud of them. But if, within the range of her own experience,
she finds the advantage of these things, she will employ them with
a rapidity and decision surpassing those of the Japanese. A
conspicuous instance of this will be found in her recent action
with respect to telegraphs. For years the Chinese steadily refused
to have anything to do with them; the small land line which
connected the foreign community of Shanghai with the outer world,
was maintained against the violent protests of the local
authorities, and the cable companies experienced some difficulty in
getting permission to land their cables. But during the winter of
1870-80, when war with Russia was threatened, the value of
telegraphs was demonstrated to the Peking government. The Peiho at
Tientsin was closed by ice against steamers, and news could only be
carried to the capital by overland couriers from Shanghai. Before a
year elapsed a land line of telegraph was being constructed between
this port and Tientsin; in a few months the line was in working
order, and the Chinese metropolis is now in telegraphic
communication with every capital in Europe.
This conservatism, respect for antiquity, conceit, prejudice,
call it what we will, has something in it that extorts our respect.
Let us imagine a dignified and cultivated Chinese official
conversing with a pushing Manchester or Birmingham manufacturer,
who descants on the benefits of our modern inventions. He would
probably commune with himself in this wise, whatever reply Oriental
politeness would dictate to his interviewer: “China has got on very
well for some tens of centuries without the curious things of which
this foreigner speaks; she has produced in this time statesmen,
poets, philosophers, soldiers; her people appear to have had their
share of affliction, but not more than those of Europe; why should
we now turn round at the bidding of a handful of strangers who know
little of us or our country, and make violent changes in our life
and habits? A railway in a province will throw thousands of coolies
and boatmen out of employment and bring on them misery and
starvation. This foreigner says that railways and telegraphs have
been found beneficial in his country; good, let his countrymen have
them if they please, but let us rest as we are for the present.
Moreover, past events have not given us such faith in Europeans
that we should take all they say for wisdom and justice.” A day
will undoubtedly come when China also will have her great
mechanical and scientific enterprises; but what we contend for here
is that nothing we can say or do will bring that time an hour
nearer. European public opinion is to China a dead letter; she
refuses to plead before that tribunal. Each step of her advance
along our path must be the result of her own reflection and
experience; and our wisest policy would be to leave her to herself
to advance on it as she deems best. SINENSIS.
THE DIAMOND FIELDS OF SOUTH AFRICA.
At a recent meeting of the Institution of Civil Engineers, the
paper read was “On the Diamond Fields and Mines of South Africa,”
by Mr. James N. Paxman, Asoc. M. Inst. C.E.
The author commenced by stating that Kimberley was situated in
Griqualand West, above 700 miles northeast from Table Bay, and 450
miles inland from Port Elizabeth and Natal on the east coast. Lines
of railway were in course of construction from Table Bay and Port
Elizabeth to Kimberley, and were about half completed. In
Griqualand there were several diamond mines, the principal of which
were Kimberley, De Beer’s, Du Toit’s Pan, and Bultfontein.
In the Orange Free States there were also two mines, viz.,
Jagersfontein and Koffeyfontein, the first of which produced fine
white stones. The mines were all divided into claims, the greatest
number of which were to be found in the Du Toit’s Pan mine.
Bultfontein came next.
The deepest and most regularly worked was the Kimberley mine.
The next deepest was De Beer’s, which, however, was very unevenly
worked. Then followed Du Toit’s Pan and Bultfontein. The Du Toit’s
Pan mine ranked next in importance to Kimberley mine. Diamonds were
first discovered in 1867 by Mr. O’Reilley, a trader and hunter, who
visited a colonist named van Niekirk, residing in Griqua. The first
diamond, on being sent to the authorities, was valued at
500l. Considerable excitement was caused throughout the
colony, and the natives commenced to look for diamonds, and many
were found, among which was one of eighty-three and a half carats,
valued at 15,000l. In 1868 many enterprising colonists made
their way up the Vaal River, and were successful in finding a good
number of diamonds. The center of the river diggings on the
Transvaal side was Klipdrift, and on the opposite side Pniel. In
all there were fourteen river diggings. Du Toit’s Pan and
Bultfontein mines were discovered in 1870 at a distance of
twenty-four miles from the river diggings. The diggers took
possession of these places. Licenses were granted giving the first
diggers a right to work. In 1871 De Beer’s and Kimberley mines were
discovered, and in 1872, Mr. Spalding’s great diamond of
282½ carats was found at the river diggings.
The mines were of irregular shape, and were surrounded by reef.
The top reef was a loose shale, and had given great trouble from
the frequent slips. Below this were strata of trachitic breccia and
augite; the formation was then seamy to an unknown depth.
Within the reef, the surface soil was red, and of a sandy
nature. The next stratum was of a loose, yellow, gravelly lime, and
the third blue, of a hard, slaty nature. This last was the real
diamantiferous soil. Large stones had been found in the “yellow,”
but the working of this generally did not pay. Kimberley mine,
however, had paid very well all through. The method of working in
deep ground was determined by roadways running north and south. The
soil was hauled up to these roadways, and taken to the sorting
tables. The roadways decaying shortly after exposure to the
atmosphere, a system of hand windlass was adopted, which worked
very well for a time until horsewhims were adopted in 1873. The
depths of the mines increasing, horsewhims had to give way to
steam-engines in 1876.
The first diggers treated on an average ten loads per day each
party. At the present time the least taken out by any engine, when
fully employed, was 250 loads per day. The cost of working, with
present appliances, the first one hundred feet in depth, was 3s.
6d. per load; the second one hundred feet (mostly blue) 5s.; the
third one hundred feet 8s.; and the fourth one hundred feet 11s.
Through scarcity of water a system of dry-sorting had to be
resorted to for several years; but it was superseded by the
introduction of washing machinery, which was now generally
employed.
At the commencement, through inexperience, many serious mistakes
were made. When the first diggers reached the bottom of the red
sand, they thought no diamonds would be found in the next stratum.
When, however, diamonds were found in the second stratum, the
diggers had again to remove the debris, and so also when the “blue”
was reached. Some of the claims in the Du Toit’s Pan and
Bultfontein mines were irregular in shape. The other mines,
however, had been properly and regularly laid out. One or two
shafts had been connected with the mines by underground galleries.
These galleries were convenient in the case of falls of reef.
Labor, at first, was cheap; but from 20s. per month, wages rose to
30s. per week, and food. The yellow soil offered no difficulty in
working, being loose and broken, but the blue soil required
blasting.
Several methods were adopted for extracting the soil and
carrying it from the mine before steam was introduced. The cost of
wood for heating purposes was a serious item, but good coal had now
been found at 160 miles from Kimberley, costing 13l. per ton;
another serious item of expense was the transport over natural
roads only, costing from 18l. to 30l. per ton.
The machinery designed by the author for this industry was
described. A sixteen horse-power direct-acting winding engine was
introduced for hauling up loads at the rate of about one thousand
feet per minute, and a twenty-five horse-power geared engine, for
hauling up heavier loads at the rate of from six hundred feet to
seven hundred feet per minute.
Water was dear, and water-heaters were fitted to each engine, by
which thirty-three per cent. of the water was again used, thus
saving one third. The boilers were of the locomotive type, mostly
of steel, to save weight, and thus reduce the cost of transit. The
fire-boxes were also made of steel of very soft and ductile
quality. A semi-portable engine was made for driving the wash mill.
The engine was so arranged that it might be removed from the boiler
and placed separately. The boiler was made to work at a pressure of
140 pounds per square inch. Automatic cut off gear was fixed to
each engine, and the governors were provided with a spiral spring
for adjusting the speed. A screen, or cylinder wash mill and
elevator, were used for dealing with the diamantiferous soil, and
were described. Standing wires were fixed at the back of the
machinery, and passed over a frame fixed at the top of the mine,
the end of the mine being secured to strong wooden posts. After the
blue soil had been blasted and collected into trucks, it was placed
in tubs, which ascended the standing wires. It was then emptied
into the depositing box. The yellow soil might be put into the wash
mill direct, also that portion of the blue which had passed through
the screen fixed over the depositing box. The remainder of the
blue, which was spread out to a thickness of four inches or six
inches on the depositing ground, some distance from the mine to
dry, was delivered into the upper part of the screen. The return
water from the elevator, with a portion of fresh water, was also
discharged at this point, and operations were thus greatly
facilitated, the soil becoming thoroughly saturated, and passing
more easily down the shoots. The large pieces which would not drop
through the meshes of the screen were discharged into trucks at the
lower end and carried away. The smaller pieces with water, in the
form of sludge, fell through into a shoot, and thus were conveyed
into the wash mill pan, and there kept in constant rotating motion
by agitators. The diamonds and other pieces of high specific
gravity sank to the deepest part of the pan, and the remainder of
the sludge was forced over the inner ledge to the elevator. The
sludge was then lifted and thrown upon an inclined screen and down
the shoot over the side of the bank. The residue left in the pan at
the end of the day’s work was passed through a pulsator, in which,
by the force of water, the mud and lighter particles were carried
away, leaving behind the diamonds, agates, garnets, and other heavy
stones. It was the practice occasionally to put a few inferior
stones in the soil, to test the efficiency of the machinery.
In 1881 the author paid a visit to Kimberley, and found the
industry a large one. The Post Office return showed the value of
diamonds passed through the office in one year to be
3,685,000l. Illicit diamond traffic had hitherto been a
source of great trouble at the fields. It was a question whether
this industry would ever cease; in any case there was no doubt but
that it would last for over a century. It was believed that the
main bed of diamonds had not yet been reached, and that the mines
in operation were merely shafts leading to it. Now that the water
works were finished, with a bountiful supply of water, coupled with
the great boon of railways to the Fields, and the advantage of a
law recently passed for the prevention of illicit buying, a great
and prosperous future was in store for the Diamond Fields.
SPONGES AT THE BAHAMAS.
Within the last few decades the sponge industry of the Bahama
Islands has increased at such a rate that to-day it is the second
in importance on the island. Although the product is not of such
excellent quality as that from the Mediterranean, it sells well and
is in demand both in England and in America.
For sponge fishing little boats of ten tons burden are employed
and manned by from six to twelve men. The sponges that are washed
upon the rocks and reefs are taken with iron rakes fastened to long
poles, or are brought to the surface by divers and spread out on
the deck of the vessel. This kills their soft, slimy organisms,
which are black as tar. The sponges are then repeatedly beaten with
sticks to remove this black slime, and afterward well washed.
The sponges are then sorted and softened for several hours in
lime water, dried in the sun, and bleached. They are finally
pressed by machinery into 100 lb. balls and then packed for
shipping.
A rich and very extensive “sponge field” was recently discovered
near Eleuthera, but as the water there has a considerable depth,
five or six fathoms, fishing is attended with difficulty. In fact,
it is rendered impossible wherever the “segler” or sailor fish are
found, for the mud which these tiny creatures stir up completely
veils the sponges from the eye of the fisherman.
In 1881 the export amounted to $150,000, of which three-fourths
came to America.–Chem. Zeit.
TESTING FISH OVA FOR IMPREGNATION.
The development of the eyes of game fishes (salmonoids), as is
well known, is relatively far advanced before the fish culturist is
positively assured that embryos are developing normally in the egg.
A method, therefore, which would enable us to shorten this period
of probation would not only be desirable, but be also of value
under certain circumstances, since it is certainly annoying after
having had them in water for four or five weeks, spending time and
care over them, to eventually find, when the “eye spots” do not
develop, that all our trouble was wasted and that no development at
all took place.
It is true one may, with proper preparations and with the help
of the pocket lens or microscope, follow the development while
there may be no external signs of the process evident. This method
of making the test is, however, not adapted to the purposes of the
practical fish culturist, who will have better success by the
following method:
If fertilized fish ova are placed in a 50 per cent. solution of
wine vinegar [any ordinary vinegar will probably be found to answer
just as well–Tr.] the embryo, even during the very first
stages of development, will become apparent to the eye lying on the
transparent yelk. The acetic acid contained in the mixture, one
part water to one part wine vinegar, causes the material of the
embryo proper to coagulate, while the yelk remains clear.
A short time after the ova are laid in this mixture, and during
the first week after impregnation, a white circle at one pole of
the egg should become apparent, and in the course of the second
week a cylindrical white streak running from the edge of the circle
toward its center should be evident. If these features are not
developed by the test, the eggs have not been fertilized, and are,
therefore, worthless.
We will not complicate the application of the method by
describing other details of the development, but would merely
suggest that when a lot of ova are fertilized a small portion
should be left unimpregnated. These could then be tested in
comparison with the fertilized ova from day to day, using say three
eggs at a time of each lot. The observant culturist could by this
means construct for himself a scale of development covering the
period embraced by his experiments. At a lower temperature the
development is slower than at a higher one. The difference of
appearance between fertilized and unfertilized ova treated by the
method will demonstrate its utility. Whoever does not trust to the
method for the evidence of death of the eggs until after five weeks
subsequent to impregnation, must of course wait.
Director Tiefenthaler, of Kölzen, has had the kindness to
test the method practically, and finds it useful to fish
culturists.–Prof. Nussbaum.
[A very little practice, it seems to the translator, would serve
to enable any person of ordinary intelligence to apply this method,
or several others which might be suggested. Other substances which
would answer the same purpose would be dilute solutions of picric
or chromic acid, of not more than one to one-half per cent., or one
part to two hundred of water. Vinegar or acetic acid of the shops
may also be used; the last to be diluted in the proportions of
about one part in ten of water. The acids cited will coagulate and
cause the germ disk to turn white or yellow in a few hours. Chromic
is better than picric acid, as it coagulates the yelk also, but
turns the latter much darker than the embryo or embryonic
disk.–Tr.]
A catalogue, containing brief notices of many important
scientific papers heretofore published in the SUPPLEMENT, may be
had gratis at this office.
THE SCIENTIFIC AMERICAN SUPPLEMENT.
PUBLISHED WEEKLY.
Terms of Subscription, $5 a Year.
Sent by mail, postage prepaid, to subscribers in any part of the
United States or Canada. Six dollars a year, sent, prepaid, to any
foreign country.
All the back numbers of THE SUPPLEMENT, from the commencement,
January 1, 1876, can be had. Price, 10 cents each.
All the back volumes of THE SUPPLEMENT can likewise be supplied.
Two volumes are issued yearly. Price of each volume, $2.50,
stitched in paper, or $3.50, bound in stiff covers.
COMBINED RATES–One copy of SCIENTIFIC AMERICAN and one copy of
SCIENTIFIC AMERICAN SUPPLEMENT, one year, postpaid, $7.00.
A liberal discount to booksellers, news agents, and
canvassers.
MUNN & CO., Publishers,
261 Broadway, New York, N. Y.
PATENTS.
In connection with the Scientific American, Messrs. MUNN
& Co. are Solicitors of American and Foreign Patents, have had
38 years’ experience, and now have the largest establishment in the
world. Patents are obtained on the best terms.
A special notice is made in the Scientific American of
all Inventions patented through this Agency, with the name and
residence of the Patentee. By the immense circulation thus given,
public attention is directed to the merits of the new patent, and
sales or introduction often easily effected.
Any person who has made a new discovery or invention can
ascertain, free of charge, whether a patent can probably be
obtained, by writing to MUNN & Co.
We also send free our Hand Book about the Patent Laws, Patents,
Caveats. Trade Marks, their costs, and how procured, with hints for
procuring advances on inventions. Address
MUNN & CO., 261 Broadway, New York.
Branch Office, cor. F and 7th Sts., Washington, D. C.